精品文献
焊缝检查记录表
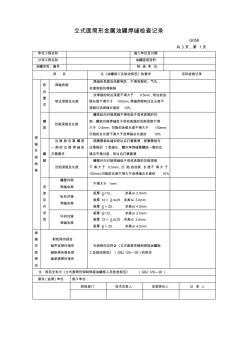
立式圆筒形金属油罐焊缝检查记录
立式圆筒形金属油罐焊缝检查记录 G058 共 3 页,第 1页 单位工程名称 施工单位及日期 分项工程名称 油罐直径容积 油罐名称、编号 制 造 单 位 项 目 注《油罐施工及验收规范》的要求 实际检查记录 焊 缝 外 观 检 查 综 合 要 求 焊缝表面 焊缝的表面及热影响区,不得有裂纹、气孔、 夹渣和弧坑等缺陷 咬边深度及长度 对焊接的咬边深度不得大于 0.5mm,咬边的连 续长度不得大于 100mm,焊缝两侧咬边总长度不 得超过该焊缝长度的 10% 罐 底 凹陷深度及长度 罐底纵向对接焊缝不得有低于母材表面的凹 陷;罐底对接焊缝低于母材表面的凹陷深度不得 大于 0.5mm;凹陷的连续长度不得大于 100mm; 凹陷的总长度不得大于该焊缝总长度的 10% 罐 壁 边缘 板 及靠 罐底 一侧的 边缘 焊缝的 打磨要求 底圈壁板纵缝如咬边应打磨圆滑;底圈壁板与 边缘板的 T型接头、罐
