精品文献
焊接阀门的选择
 全焊接阀门的焊接温度场拟合分析
全焊接阀门的焊接温度场拟合分析
全焊接阀门的焊接温度场拟合分析
建立了一种基于试验的非线性曲线拟合的新方法来分析焊接温度场。采用改进的温度场数学解析模型后,拟合得到与实测结果相当接近的温度-时间拟合曲线方程。根据不同条件下的拟合方程,对其回归系数进行了影响因素的分析。并考虑实际需要,得到了不同初始温度下全焊接阀体的密封圈安全位置范围,为阀门焊接工艺的制定提供了重要依据。
焊接阀门的使用注意事项
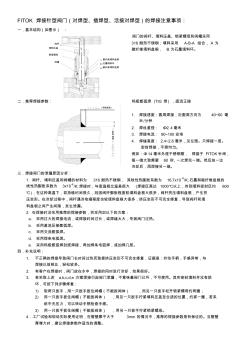
FITOK 焊接针型阀门(对焊型、插焊型、活接对焊型)的焊接注意事项: 一.基本结构(如图示) : 阀门的阀杆、填料压盖、锁紧螺母和阀帽采用 316 耐热不锈钢;填料采用 A-B-A 组合, A 为 碳纤维填料盘根, B 为石墨填料环。 二.推荐焊接参数: 钨极氩弧焊 (TIG 焊 ) ,直流正接 1. 焊接速度:圆周焊接,沿圆周方向为 40~60 毫 米 /分钟 2. 焊丝直径: Φ2 .4毫米 3. 焊接电流: 90~100 安培 4. 焊缝高度: 2.4~2.8 毫米,见左图。只焊接一层。 密封焊接,平滑均匀。 例如:Φ14毫米外径不锈钢管, 焊接于 FITOK针阀, 每一端大致需要 60 秒, 一次焊完一端。然后放一边 冷却后,再焊接另一端。 三.焊接阀门的泄漏原因分析: 1. 阀杆、填料压盖和阀帽的材料为 316 耐热不锈钢, 其线性热膨胀系数为 16.7x10 -6/K;石墨和
