精品文献
焊接工艺卡的标准格式是

焊接工艺卡格式
焊 接 工艺 卡 编号: HJ001 工程名称: 中国石化集团安庆分公司炼化一体化项目一标段、九标段工程 施工单位: 中国石化集团第十建设公司安庆石化工程项目部 支持的焊接工艺评定报告编号: PQR-1696 母 材: 15CrMoG +15CrMoG 焊接方法: 氩电联焊( GTAW+SMA W) 焊接接头: 对焊 坡口型式 V 型 壁厚范围: 5~24mm 简 图: 焊接位置: 对接焊缝位置 全位置 焊接方向(向上、向下) —— 角焊缝位置 全位置 焊接方向(向上、向下) —— 焊后热处理: 加热温度 680 ℃,升温速度 ≤200 ℃ /h, 保温时间 1 h,冷却速度 ≤260 ℃ /h, 其 它 —— 预 热: 最低的预热温度 150~200 ℃ 最高的层间温度 ≤250 ℃ 保持预热时间 —— 加 热 方 式 电加热 气 体: 气体种类 混合比 流量(L/min) 保 护
AB焊接工艺卡1
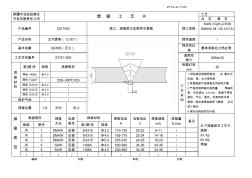
ZYYJ/ JL-11-05 编制: 日期: 审核: 日期: 新疆中油油田建设 开发有限责任公司 焊 接 工 艺 卡 工艺: 共 页 第 页 产品编号 2011004 坡口、焊接层次及顺序示意图 焊工资格 SAW-1G(K)-07/08 SMAW-Ⅱ -1G-12-F3J 产品名称 主汽提塔( C-201) 预热温度 / 基本金属 Q245R(正火) 焊后热处 理 整体消除应力热处理 工艺评定编号 ZYGY-005 温度范 围℃ 600±20 焊 接 材 料 型(牌)号 规格 烘烤规范 保温时间 min 30 焊丝 H08A Φ4.0 工 艺 说 明 1 焊前清洗焊道两侧各 20 毫米内 的油、锈、水分等杂质 2 背面碳弧气刨清根后用砂轮打磨 3 严格控制焊缝外观质量, 焊缝余 高,自动焊≤ 3.0 mm,表面不得有 裂纹、气孔、弧坑、夹渣和咬边等 缺陷,焊后清理溶渣和飞溅物