精品文献
焊接工艺指导书
PE管焊接工艺指导书
全自动电热熔焊机PE管焊接工艺指导书 编制: 审核: 批准: 西安塑龙熔接设备有限公司 2007年 1月 22日 (一) 对操作人员的要求 全自动电热熔焊机操作人员必须经过培训合格且持有 《全自动电热熔焊机操作证书》 和《PE焊接上岗证》方可进行聚乙烯管道施工(培训和发证授权单位为:西安塑龙熔接 设备有限公司)。证书有效期为 1年,在有效期满 3个月前,继续从事聚乙烯管道施工的 操作人员,应当向发证授权单位提出申请,由授权单位安排重新进行复证。 (二) 聚乙烯管材、管件的检验 用户对材料的检验,应做到如下几点: 1) 合格证与检验报告。应检查有无产品出厂合格证,并索要出厂检验报告。 2) 外观检查。进行外观及几何尺寸检查。检查管子内外表面是否清洁光滑,是否 有沟槽、划伤、凹陷、杂质和颜色不均等。 3) 长度检查。定尺管的长度应均匀一致,误差不应超过 20mm。注意检查管口端 面是否与管子的
焊接工艺指导书(全)
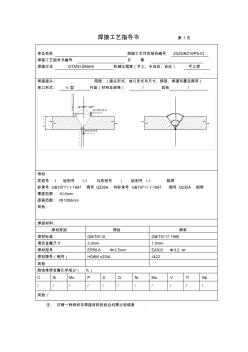
焊接工艺指导书 第 1 页 单位名称 焊接工艺评定报告编号 ZXZGRZ-WPS-01 焊接工艺指导书编号 日 期 焊接方法 GTAW+SMAW 机械化程度(手工、半自动、自动) 手工焊 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 坡口形式: V 型 衬垫(材料及规格) / 其他 / w=0.5~2.0 α=55°~65° b=2.0-4.0 p = 1 . 0 - 2 . 0 δ = 1 0 . 0 母材: 类别号 I 组别号 I-1 与类别号 I 组别号 I-1 相焊 标准号 GB19711.1-1997 钢号 Q235A 与标准号 GB19711.1-1997 钢号 Q235A 相焊 厚度范围: 10.0mm 直径范围: Ф1000mm 其他: 焊接材料: 焊材类别 焊丝 焊条 焊材标准 GB/T8110 GB/T5117-1995 填充金属尺寸 3