精品文献
聚乙烯电熔管件
电熔管件使用说明
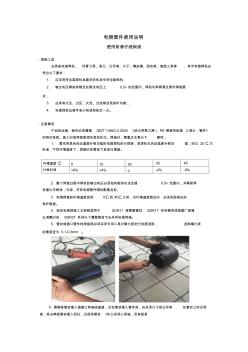
电熔管件使用说明 使用前请仔细阅读 、焊接工具 应具备电熔焊机、 切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等 , 其中电熔焊机应 符合以下要求: 1. 应采用符合国家标准要求的标准专用电熔焊机; 2. 输出电压需始终稳定在额定电压土 0.5v 的范围内,焊机功率需满足管件焊接要 求; 3. 应具有欠压、过压、欠流、过流等自我保护功能; 4. 电熔焊机应每年至少校准和检定一次。 、注意事项 产品的运输、储存必须遵循 GB/T 13663.2-2005 《给水用聚乙烯( PE 管道系统第 2部分:管件》 的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下 事项: 1. 需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功 能,则以 20 C为 标准,不同环境温度下,焊接时间需按下表进行增减。 环境温度 C 0 10 20 30 40 补偿时间 +8%
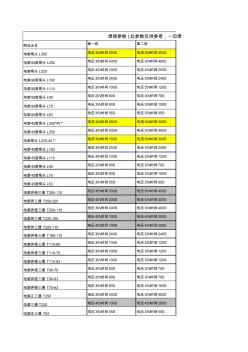
电熔管件参数
商品全名 第一段 第二段 电熔弯头 L355 电流30A时间250S 电流35A时间450S 电熔90度弯头 L250 电压30V时间400S 电压30V时间400S 电熔弯头 L225 电压40V时间100S 电压45V时间250S 电熔90度弯头 L160 电压30V时间240S 电压35V时间240S 电熔90度弯头 L110 电压30V时间100S 电压35V时间120S 电熔90度弯头 L90 电压20V时间60S 电压30V时间70S 电熔90度弯头 L75 电压35V时间90S 电压35V时间150S 电熔90度弯头 L63 电压35V时间55S 电压35V时间55S 电熔45度弯头 L355*45° 电流30A时间260S 电流35A时间300S 电熔45度弯头 L250 电压30V时间400S 电压30V时间400S 电熔弯头 L225-45° 电流30A时间150S 电