精品文献
螺钉镀锌工艺

镀锌工艺
钢铁热镀锌基本生产工艺规格及检测标准 前提 待镀件表面必须无杂质,如油漆、油腻、焊渣等都无法酸洗,去除之物,如有发现,应 在酸洗之前去除。 酸洗 (1)待镀件在酸洗液中浸泡数水时之后,待表面无氧化层之后,从酸洗液中取出。酸液的浓度 和酸洗的时间由责任人控制。 (2)待镀件从酸液中取出后,再在清水中浸泡 2-3 分钟,进行清洗处理,使待镀件表面无初酸 洗液,无任何杂质粘附手上,经责任人认定后发往涂溶剂池,如发现有氧化层还没酸洗掉, 应立 即返酸。 涂溶剂 (1)涂溶剂为氧化锌 -- 氯化铵合液,待镀件经酸洗、清洗后,经有关责任人认定合格,再在涂 溶剂中浸泡 2-3 分钟(如涂溶剂池小,使待镀件无法浸泡的,可采用泼浇处理,但必须细致)。 (2)涂溶剂必须每个班次进行检测,经有关责任人认定后,方可使用。 烘干: (1)烘台上每个班下班之前必须进行清理,每个班的烘缸人员在对待镀件上进行烘干操作前,
镀锌工艺孔开设要求
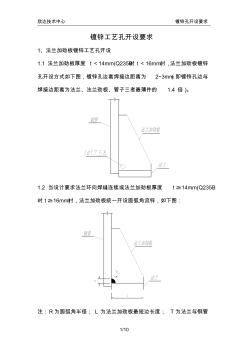
欣达技术中心 镀锌孔开设要求 1/10 镀锌工艺孔开设要求 1、法兰加劲板镀锌工艺孔开设 1.1 法兰加劲板厚度 t<14mm(Q235B时 t<16mm)时,法兰加劲板镀锌 孔开设方式如下图,镀锌孔边离焊接边距离为 2~3mm(即镀锌孔边与 焊接边距离为法兰、法兰劲板、管子三者最薄件的 1.4 倍)。 1.2 当设计要求法兰环向焊缝连续或法兰加劲板厚度 t≥14mm(Q235B 时 t≥16mm)时,法兰加劲板统一开设圆弧角流锌,如下图: 注:R为圆弧角半径; L 为法兰加劲板最短边长度; T为法兰与钢管 欣达技术中心 镀锌孔开设要求 2/10 的焊缝高度; t 为法兰加劲板厚度; h 为当管壁与法兰板两者薄件厚 度。 当管壁与法兰板两者薄件厚度 h< 14mm(Q235B时 h< 16mm)时, R=25mm,其中当 R大于 L/3 时,R的取值范围为 (T+8)≤R≤L/3。 当