精品文献
立式数控铣床
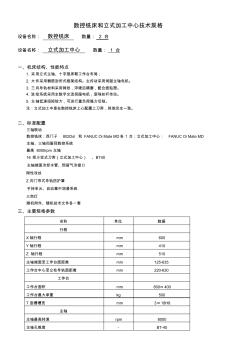
数控铣床和立式加工中心技术规格
数控铣床和立式加工中心技术规格 设备名称: 数控铣床 数量: 2 台 设备名称: 立式加工中心 数量: 1 台 一、机床结构、性能特点 1. 采用立式主轴、十字型床鞍工作台布局; 2. 大件采用稠筋封闭式框架结构。主传动采用伺服主轴电机。 3. 三向导轨材料采用铸铁,淬硬后精磨,配合面贴塑。 4. 进给系统采用全数字交流伺服电机,滚珠丝杆传动。 5. 主轴低速扭矩较大,可进行重负荷强力切削。 注:立式加工中是在数控铣床上心配置上刀库,其他完全一致。 二、标准配置 三轴联动 数控铣床:西门子 802Dsl 和 FANUC Oi Mate MD各 1 台;立式加工中心: FANUC Oi Mate MD 主轴、三轴伺服同数控系统 最高 8000rpm 主轴 16 把斗笠式刀库(立式加工中心) 、BT40 主轴端面冷却水管、预留气冷接口 刚性攻丝 Z 向门帘式导轨防护罩 手持单元、自动集中润

数控铣床编程实例
第五节 数控铣床编程实例(参考程序请看超级链接) 实例一 毛坯为 70 ㎜× 70 ㎜× 18 ㎜板材, 六面已粗加工过, 要求数控铣出如图 3-23 所示的槽, 工件材料为 45 钢。 1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线 1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作 台上。 2)工步顺序 ① 铣刀先走两个圆轨迹,再用左刀具半径补偿加工 50 ㎜× 50 ㎜四角倒圆的正方形。 ② 每次切深为 2㎜,分二次加工完。 2.选择机床设备 根据零件图样要求,选用经济型数控铣床即可达到要求。故选用 XKN7125型数控立式铣床。 3.选择刀具 现采用 φ10 ㎜的平底立铣刀,定义为 T01,并把该刀具的直径输入刀具参数表中。 4.确定切削用量 切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。 5.确