头条推荐
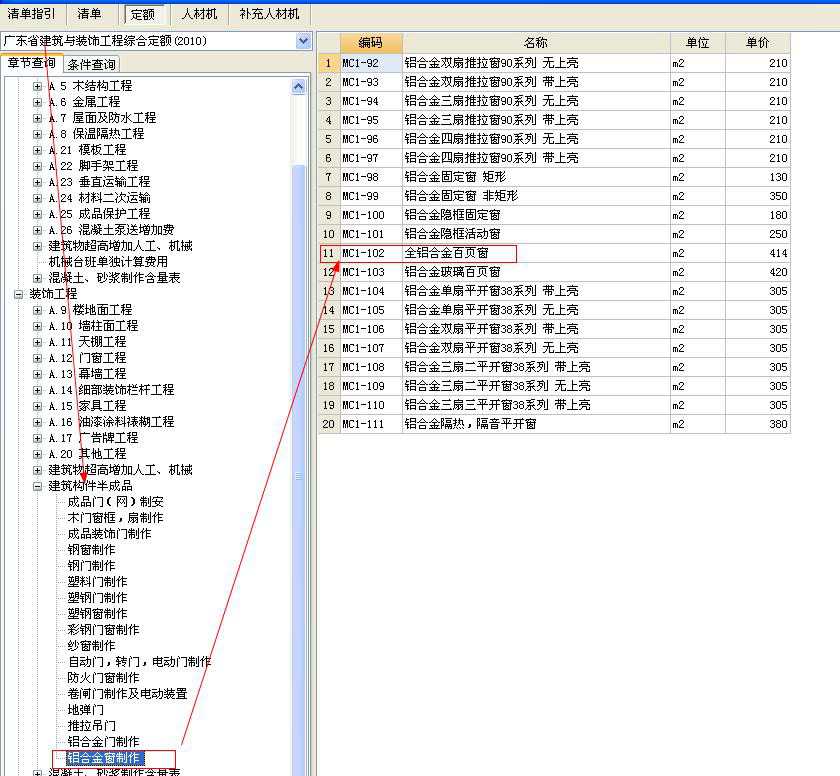
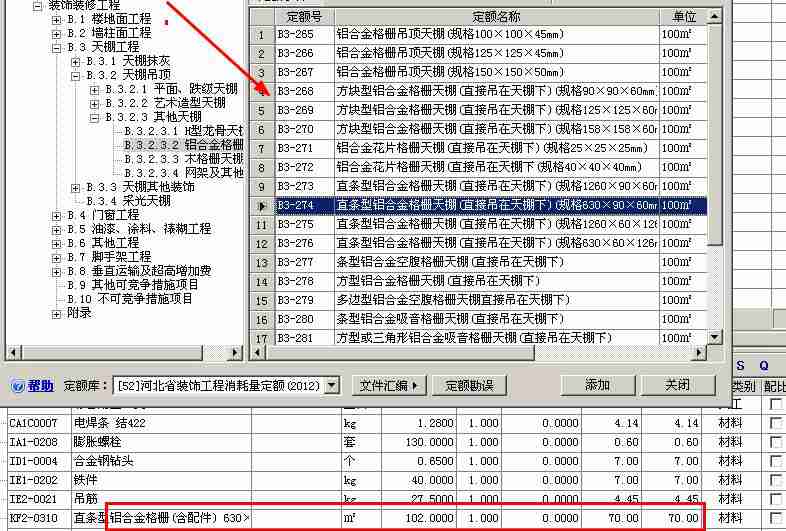
铝格金格栅
2024.12.28-
按市场价计入
精品文献
铝格金格栅
铝合金格栅 (2)
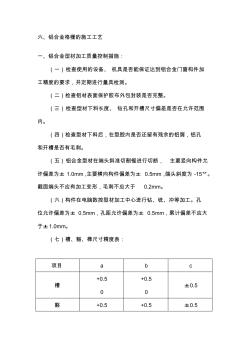
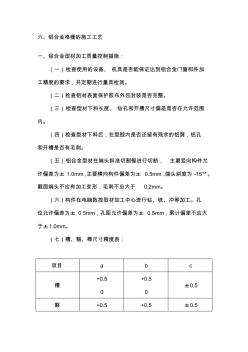
六、铝合金格栅的施工工艺 一、铝合金型材加工质量控制措施: (一)检查使用的设备、 机具是否能保证达到铝合金门窗构件加 工精度的要求,并定期进行量具检测。 (二)检查铝材表面保护胶布外包封装是否完整。 (三)检查型材下料长度、 钻孔和开槽尺寸偏差是否在允许范围 内。 (四)检查型材下料后,在型腔内是否还留有残余的铝屑,铝孔 和开槽是否有毛刺。 (五)铝合金型材在端头斜准切割锯进行切断, 主要竖向构件允 许偏差为± 1.0mm,主要横向构件偏差为± 0.5mm,端头斜度为 -15°。 截面端头不应有加工变形,毛刺不应大于 0.2mm。 (六)构件在电脑数控型材加工中心进行钻、铣、冲等加工。孔 位允许偏差为± 0.5mm,孔距允许偏差为± 0.5mm,累计偏差不应大 于±1.0mm。 (七)槽、豁、榫尺寸精度表: 项目 a b c 槽 +0.5 0 +0.5 0 ±0.5 豁 +0
铝合金格栅
六、铝合金格栅的施工工艺 一、铝合金型材加工质量控制措施: (一)检查使用的设备、 机具是否能保证达到铝合金门窗构件加 工精度的要求,并定期进行量具检测。 (二)检查铝材表面保护胶布外包封装是否完整。 (三)检查型材下料长度、 钻孔和开槽尺寸偏差是否在允许范围 内。 (四)检查型材下料后,在型腔内是否还留有残余的铝屑,铝孔 和开槽是否有毛刺。 (五)铝合金型材在端头斜准切割锯进行切断, 主要竖向构件允 许偏差为± 1.0mm,主要横向构件偏差为± 0.5mm,端头斜度为 -15°。 截面端头不应有加工变形,毛刺不应大于 0.2mm。 (六)构件在电脑数控型材加工中心进行钻、铣、冲等加工。孔 位允许偏差为± 0.5mm,孔距允许偏差为± 0.5mm,累计偏差不应大 于±1.0mm。 (七)槽、豁、榫尺寸精度表: 项目 a b c 槽 +0.5 0 +0.5 0 ±0.5 豁 +0
热门知识
铝格金格栅-
铝格栅图上相邻的线条之间是空的。算的时候是按面积算。回答者:tenten
-
铝格栅工程量按实铺面积计算。 外墙保温及涂料还是须要计算,实际所有做法均应套定额计取。回答者:zhadaonan
-
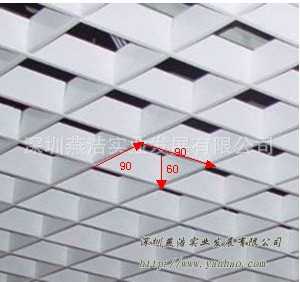
铝格栅吊顶是近年来兴起的一种新型吊顶,绿景建材铝格栅用于隐藏工程繁多,密集的公共场所,便空气的流通、排所、散热的同时,能够使光线分布均匀,使整个空间宽敞明亮。铝格栅优点:1.开透式...回答者:zychinabj
-
一、减少室内热辐射铝格栅在室内吊顶使用能够有效减少室内的热辐射,从而达到节能的效果,学植格栅告诉你,铝格栅还能降低阳光照射,从而来保证室内温度达到降低。二、通风性能铝格栅的通风性能...回答者:zl5653231
-
铝格栅吊顶是近年来兴起的一种新型吊顶,属开敞式吊顶。绿景建材其吊顶装饰形式通过特定形状的单元体及单元体组合,使建筑室内顶棚饰面既遮又透,格栅纵、横及斜向成行,使室内光线柔和均匀。铝...回答者:优势源
精华知识
铝格金格栅最新知识
铝格金格栅专题概述
铝格金格栅知识来自于造价通云知平台上百万用户的经验与心得交流。登录注册造价通即可以了解到相关铝格金格栅 更新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。
立即注册免费服务热线: 400-823-1298 -