精品文献
镍铬钼焊丝
镍基焊丝
镍基焊丝、焊条、 ERNiCrMo-4 、 镍基焊丝、焊条、 ERNiCrMo-11 用于镍铬钼合金自身的焊接 ,或镍铬钼合金和钢及大多数其它镍基合金的焊接 ERNiCrMo-11 用于镍铬钼合金自身的焊接 ,或镍铬钼合金和钢及大多数其它镍 基合金的焊接 ,还可以用于镍铬钼合金和钢焊接焊缝的堆焊 镍基焊丝 ERNiCrMo-13 、ENiCrMo-3 用于焊接低碳镍铬钼合金 焊条 ENiCrMo-3 用于焊接镍铬钼合金 ,如 625,800,8 01,825 和 600 镍基焊丝 ENiCrFe-3 、ENiCrFe-2 用于镍铬铁合金自身的焊接及与碳钢的焊接 ENiCrFe-2 用于奥氏体钢 ,铁素体 钢及高镍合金之间的异种焊接 , 还可用于 9%镍合金的焊接 镍基焊丝 ENiCu-7 、ENiCrFe-7 主要用于镍铜合金自身及其与钢之间的异种焊接 ENiCrFe-7 用于
铜镍铬电镀常见故障原因与排除
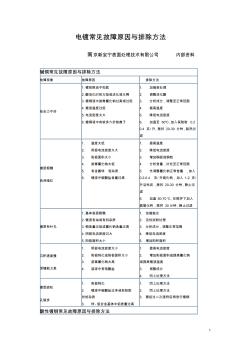
1 电镀常见故障原因与排除方法 南京新宝宁表面处理技术有限公司 内部资料 碱铜常见故障原因与排除方法 故障现象 故障原因 排除方法 结合力不好 1.镀前除油不彻底 2.酸活化时间太短或活化液太稀 3.镀铜液中游离氰化钠过高或过低 4.镀液温度过低 5.电流密度太大 6.镀铜液中有较多六价铬离子 1. 加强前处理 2. 调整活化酸 3. 分析成分 ,调整至正常范围 4. 提高温度 5. 降低电流密度 6. 加温至 60℃ ,加入保险粉 0.2 0.4 克/升, 搅拌 20-30 分钟 ,趁热过 滤 镀层粗糙 色泽暗红 1. 温度太低 2. 阴极电流密度太大 3. 阳极面积太小 4. 游离氰化钠太低 5. 有金属锌 铅杂质 6. 镀液中碳酸盐含量过高 1. 提高温度 2. 降低电流密度 3. 增加铜板或铜粒 4. 分析含量 ,补充至正常范围 5. 先调整氰化钠正常含量 ,加入 0.2-0.