精品文献
热缩中间头
10kv热缩中间头制作工艺
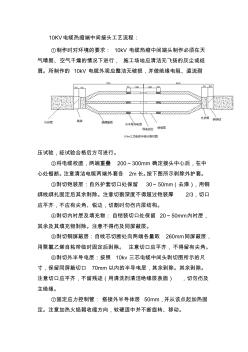
10KV电缆热缩端中间接头工艺流程: ①制作时对环境的要求: 10kV 电缆热缩中间端头制作必须在天 气晴朗、空气干燥的情况下进行, 施工场地应清洁无飞扬的灰尘或纸 屑。所制作的 10kV 电缆外观应整洁无破损,并做绝缘电阻、直流耐 压试验,经试验合格后方可进行。 ②将电缆校直,两端重叠 200~300mm 确定接头中心后,在中 心处锯断。注意清洁电缆两端外套各 2m长。按下图所示剥除外护套。 ③剥切铠装层:自外护套切口处保留 30~50mm(去漆),用铜 绑线绑扎固定后其余剥除。注意切割深度不得超过铠装厚 2/3,切口 应平齐,不应有尖角、锐边,切割时勿伤内层结构。 ④剥切内衬层及填充物:自铠装切口处保留 20~50mm内衬层, 其余及其填充物剥除。注意不得伤及同屏蔽层。 ⑤剥切铜屏蔽层:自线芯切断处向两端各量取 260mm同屏蔽层, 用聚氯乙烯自粘带临时固定后剥除。 注意切口应平齐,不
 电缆热缩中间头制作中导线的整体压接
电缆热缩中间头制作中导线的整体压接
电缆热缩中间头制作中导线的整体压接
电缆导电线芯的压接质量直接影响电缆接头的使用寿命和电缆线路的安全运行。电缆热缩中间头制作中导线压接方法一般采用局部压接(点压)和整体压接(围压)两种。局部压接需要的压力较小,易使压接处接触面间产生金属表面渗透,所以得到广泛应用,但中间接头的压接管压接后压坑变形较大,易引起电场畸变,致使压