精品文献
热熔外牙弯头
 热推制弯头壁厚不减薄理论
热推制弯头壁厚不减薄理论
热推制弯头壁厚不减薄理论
根据金属材料扩张和流动规律,通过理论计算和中频感应加热推制工艺实现了弯曲中性层平移到外弧和弯头外弧无塑性变形,达到弯头弯制过程中壁厚不减薄的目的。即弯头弯曲成形后外腹、内腹壁厚均匀,避免了传统弯管工艺变形时内侧增厚、外侧减薄的壁厚不均现象。
弯头
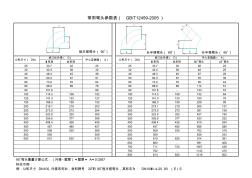
常用弯头参数表( GB/T12459-2005) 短半径弯头( 90 o ) 长半径弯头( 90o) 长半径弯头( 45 o) 公称尺寸( DN) 坡口处外径( D) 中心至端面( A) 公称尺寸( DN) 坡口处外径( D) 中心至端面( A) Ⅰ系列 Ⅱ系列 Ⅰ系列 Ⅱ系列 90o弯头 45o弯头 25 33.7 32 25 25 33.7 32 38 22 32 42.4 38 32 32 42.4 38 48 25 40 48.3 45 38 40 48.3 45 57 29 50 60.3 57 51 50 60.3 57 76 35 65 73.0 76 64 65 73.0 76 95 44 80 88.9 89 76 80 88.9 89 114 51 90 101.6 - 89 90 101.6 - 133 57 100 114.3 108 102 100