精品文献
塞焊
水电站深孔弧形闸门不锈钢面板塞焊技术
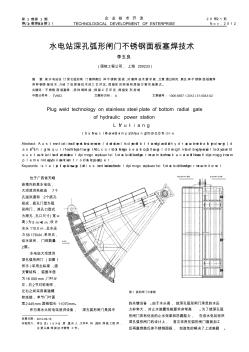
第 31卷第 31期 图 1 弧形闸门示意图 摘 要:某水电站设 计深孔弧形闸 门塞焊奥氏 体不锈钢 面板,对塞焊 技术要求高,文章 通过研究 奥氏体不锈钢 面板塞焊 异种钢焊 接技术,介绍 了该焊接技术的工艺评定、焊接变 形控制和焊接方案实施要点。 关键词:不锈钢 面板塞焊 ;异种钢焊 接;焊接工艺评定;焊接变 形控制 中图分类号: TV663 文献标识码: A 文章编号: 1006-8937(2012)31-0043-02 Plug weld technology on stainless steel plate of bottom radial gate of hydraulic power station LIYu-liang (SateNuclearPowerCompany,Shanghai200233,China) Abstract: Austeniticstainlessst
 降尘塔内壁18-8和18-14双层不锈钢衬里的塞焊工艺
降尘塔内壁18-8和18-14双层不锈钢衬里的塞焊工艺
降尘塔内壁18-8和18-14双层不锈钢衬里的塞焊工艺
本文针对石油炼化装置中的降尘塔18-8不锈钢衬里的磨蚀问题,分析了采用18-14钢双层衬里的经济的改造工艺,具体提出了手弧焊塞焊工艺和方案.