精品文献
闪光对焊的标准是什么
钢筋闪光对焊
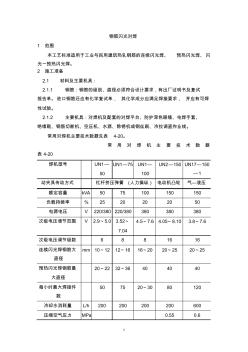
1 钢筋闪光对焊 1 范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、 预热闪光焊、闪 光一预热闪光焊。 2 施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单, 其化学成分应满足焊接要求, 并应有可焊 性试验。 2.1.2 主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表 4-20。 常 用 对 焊 机 主 要 技 术 数 据 表 4-20 焊机型号 UN1— 50 UN1—75 UN1— 100 UN2—150 UN17—150 —1 动夹具传动方式 杠杆挤压弹簧 (人力操纵 ) 电动机凸轮 气—液压 额定容量 kVA 50 75 100 1
![[最新]钢筋闪光对焊标准](https://files.zjtcn.com/group1/M00/2F/E3/CgoBZ2AczPSAUy10AAA5SgszTB4451.jpg)
[最新]钢筋闪光对焊标准
钢筋工程质量标准 一、钢筋加工工程 1)钢筋进场时,其质量必须符合标准的规定。 2)钢筋应平直无损伤、脆断,表面不得有裂纹、油污、颗粒状或片状老锈。 3)受力钢筋的弯钩和弯折应符合下列规定: ①HPB235级钢筋末端应作 1800弯钩,其弯弧内直径不应小于钢筋直径的 2.5 倍,弯钩的弯后平直部分长度不应小于钢筋直径的 3倍; ②当设计要求钢筋末端需作 1350弯钩时, HRB335级、HRB400级钢筋的弯弧 内直径不应小于钢筋直径的 4倍,弯钩的弯后平直部分长度应符合设计要求; ③钢筋作不大于 900的弯折时,弯折处的弯弧内直径不应小于钢筋直径的 5 倍。 4)除焊接封闭环式箍筋外, 箍筋的末端应作弯钩, 弯钩形式应符合设计要求; 当设计无具体要求时,应符合下列规定: ①箍筋弯钩的弯弧内直径除应满足第 4条的规定外,尚应不小于受力钢筋直 径; ②箍筋弯钩的弯折角度:对一般结构,不应小于