精品文献
输送流体用无缝钢管的用途
输送流体用无缝钢管 (2)
一、基本工艺 1.原料控制 具备冶炼能力,调坯轧材的钢坯化学成分和主要工艺装备应符合本技术条件。 2.主要工艺设备 2.1轧钢工艺流程 2.1.1 热轧无缝钢管工艺流程 坯料准备→加热→穿孔→延伸→定径 .减径→冷却→矫直→切头→检查→包装→入库 2.1.2 冷拔无缝钢管工艺流程 坯料准备→加热→穿孔→热锤头→冷却→检查→酸洗 (毛管)→磷化→润滑→拔制→退火 →矫直→切头→检查→包装→入库 2.2制造方法 2.2.1 钢的冶炼方法 钢由氧气转炉或电炉冶炼。 2.2.2 管坯的制造方法 管坯采用连铸或热轧(锻)方法制造,钢锭也可直接用做管坯。 2.2.3 钢管的制造方法 钢管采用热轧(挤压、扩)或冷拔(轧)无缝方法制造。 3.实验室 3.1具有独立的理化试验室。 3.2理化试验室的测试手段齐全,具备按 GB/T 8163 技术标准要求的全部检验项目的检验能 力。 3.3理化试验室的全部检测
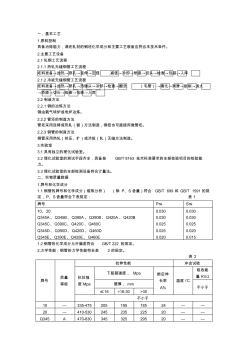
输送流体用无缝钢管力学性能
输送流体用无缝钢管( GB8163-2008) 流体输送用 无缝钢管(GB/T8163-2008 )是用于输送水、 油、气等流体的一般 无缝钢管。 无缝钢管的制造工艺 1.热轧(挤压无缝钢管) :圆管坯→加热→穿孔→三辊斜轧、 连轧或挤压→ 脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油 (镀 铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→ 入库 力学性能 钢材力学性能是保证钢材最终使用性能 (机械性能) 的重要指标, 它取决于 钢的化学成分和热处理制度。 在钢管标准中, 根据不同的使用要求, 规定了拉伸 性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户 要求的高、低温性能等。 ①抗拉强度( σb) 试样在拉伸过程中,在拉断时所承受的最大力( Fb),出以试