精品文献
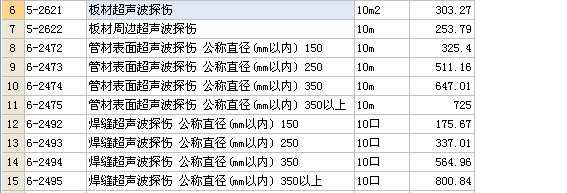
山西定额中管材超声波探伤
管材超声波探伤
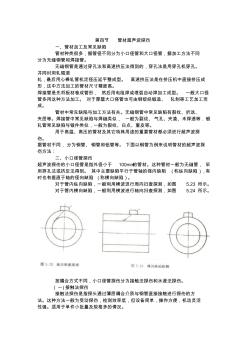
第四节 管材超声波探伤 一、管材加工及常见缺陷 管材种类很多,据管径不同分为小口径管和大口径管,据加工方法不同 分为无缝钢管和焊接管。 无缝钢管是通过穿孔法和高速挤压法得到的,穿孔法是用穿孔机穿孔。 并同时用轧辊滚 轧,最后用心棒轧管机定径压延平整成型。 高速挤压法是在挤压机中直接挤压成 形,这中方法加工的管材尺寸精度高。 焊接管是先将板材卷成管形, 然后用电阻焊或埋弧自动焊加工成型。 一般大口径 管多用这种方法加工。 对于厚壁大口径管也可由钢锭经锻造、 轧制等工艺加工而 成。 管材中常见缺陷与加工方法有关。无缝钢管中常见缺陷有裂纹、折迭、 夹层等。焊接管中常见缺陷与焊缝类似, 一般为裂纹、气孔、夹渣、未焊透等.锻 轧管常见缺陷与锻件类似,一般为裂纹、白点、重皮等。 用于高温、高压的管材及其它特殊用途的重要管材都必须进行超声波探 伤。 据管材不同,分为钢管、铜管和铝管等。 下面以钢管为例来
焊缝超声波探伤(第三节焊缝超声波探伤定位)
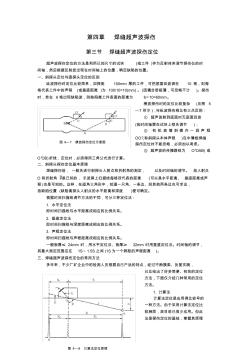
第四章 焊缝超声波探伤 第三节 焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块 (或工件 )作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测 100mm 厚的工件,可把底面回波调在 10 格,则每 格代表工件中的声程 (或垂直距离 )为 100/10=10(mm) 。 (因耦合层极薄,可忽略不计 )。探伤 时,若在 6格出现缺陷波,则缺陷离工件表面的距离为 6×10=60mm。 横波探伤时的定位比较复杂 (见图 5 –7 所示 ),与纵波探伤相比有三点区别: ① 超声波射到底面时无底面回波 (故时间轴需在试块上预先调节 ); ② 有 机 玻 璃 斜 楔 内 一 段 声 程 OO (称斜探头本体声程 )在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③ 超声波的传播路线为