精品文献
绳与肌三邦车视
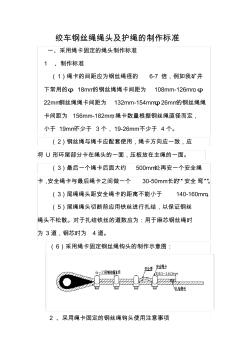
绞车钢丝绳绳头及护绳的制作标准
绞车钢丝绳绳头及护绳的制作标准 一、采用绳卡固定的绳头制作标准 1 、制作标准 (1)绳卡的间距应为钢丝绳径的 6-7 倍,例如我矿井 下常用的φ 18mm的钢丝绳绳卡间距为 108mm-126mm,φ 22mm钢丝绳绳卡间距为 132mm-154mm,φ26mm的钢丝绳绳 卡间距为 156mm-182mm;绳卡数量根据钢丝绳直径而定, 小于 19mm不少于 3个, 19-26mm不少于 4个。 (2)钢丝绳与绳卡应配套使用,绳卡方向应一致,应 将 U 形环尾部分卡在绳头的一面,压板放在主绳的一面。 (3)最后一个绳卡后面大约 500mm处再安一个安全绳 卡,安全绳卡与最后绳卡之间做一个 30-50mm长的“安全弯”。 (3)尾绳绳头距安全绳卡的距离不能小于 140-160mm。 (5)尾绳绳头切断前应用铁丝进行扎结,以保证钢丝 绳头不松散。对于扎结铁丝的道数应为:用于麻芯钢丝绳时
多绳摩擦绞车更换钢丝绳工艺论文
多绳摩擦绞车更换钢丝绳工艺论文 2009-09-24 16:12 摘要 该文介绍了多绳摩擦式提升机主提升钢丝绳的更换方法, -传统方法相比具 有省时、省力,安全系数高以及施工费用低等一系列优点,经多次现场使用,证 明具有较高的可行性和推广价值。 关键词 多绳摩擦式提升机主提升钢丝绳更换 多绳摩擦式提升机在更换钢丝绳时, 通常使用 4部固定稳车旧绳带新绳, 工艺复 杂,施工人员多在井 VI 和井筒作业,危险性较大,而且矿井停产时间较长,因 此如何在更换此类提升机主钢丝绳中更加安全、省时,一直是人们研究的目标 1 概况 肥城矿业集团公司曹庄煤矿副井提升绞车为 JKM一 2.8×4(I) 一 E型塔式多绳 摩擦提升机,配一对双层双车罐笼, PLC系列全数字传动系统,井深 334.67m, 井筒罐笼南北布置,井塔共分为五层,主提升钢丝绳型号为 6×25,Is 一 29—1770 一特一镀,单重