精品文献
涂漆的技术要求
1涂漆技术要求
1 涂漆技术要求 1.1.1 除焊接后完全封闭的内表面非金属、有色金属件、发黑件、镀 件和不锈钢件可不涂漆外,一般零件的非加工表面均应涂漆。 1.1.2 铸件及焊接件毛坯经检验合格后, 应立即进行表面处理和涂底 漆。 1.1.3 对外观质量有影响的零件表面局部凹陷、 伤疤,须用配套性良 好的腻子进行填补,腻子经打磨后,整个零件表面应平整、光滑、线角分明, 腻子与零件表面连接处不得有明显接痕。 1.1.4 关键焊缝、主要焊缝不得填刮腻子。 1.1.5 铆接件相互接触的表面, 在连接前必须涂防锈漆, 由于加工或 铆接损坏的底漆,应重新补涂。 1.1.6 装配、试车、调整时,如将漆膜碰伤,应将碰伤的漆膜除掉, 并用相同的油漆补涂。然后方可进行最后一道涂漆工作。 1.1.7 整台产品最后一道涂漆工作,一般应在试车、调整完毕,经检 验合格后进行。 1.2 对涂料品种、质量及调制的
烤漆技术要求
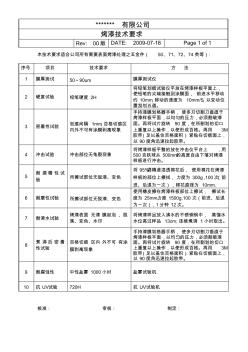
******* 有限公司 烤漆技术要求 Rev: 00版 DATE: 2009-07-18 Page 1 of 1 本技术要求适合公司所有需要表面烤漆处理之五金件( 50、71、72、74类等): 序号 项目 技术要求 方 法 1 膜厚测试 50~90um 膜厚测试仪 2 硬度试验 铅笔硬度 2H 将铅笔划痕试验仪平放在烤漆样板平面上, 使铅笔的尖端接触到涂膜面, 前进水平移动 约 10mm,移动的速度为 10mm/S,以变动位 置刮划五道。 3 密着性试验 划痕间隔 1mm,百格切痕区 内外不可有涂膜剥离现象 手持漆膜划格器手柄, 使多刃切割刀垂直于 烤漆样板平面 ,以均匀的压力,必须割破漆 面。再将试片旋转 90 度,在所割划的切口 上重复以上操作,以使形成百格。再用 3M 胶带(足以盖住百格面积)紧贴在切痕面上, 以 90度角迅速拉起胶带。 4 冲击试验 冲击部位无龟裂现象 将烤