精品文献
图纸焊接符号大全集
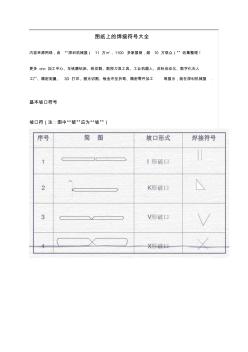
图纸上的焊接符号大全 (2)
图纸上的焊接符号大全 内容来源网络,由 “深圳机械展( 11 万㎡, 1100 多家展商,超 10 万观众)” 收集整理! 更多 cnc 加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人 工厂、精密测量、 3D 打印、激光切割、钣金冲压折弯、精密零件加工 等展示,就在深圳机械展 . 基本坡口符号 坡口符(注:图中“破”应为“坡”) 焊接图纸符号标注图解示例焊接符号标注实例及方法 在焊接结构图样上,焊接方法可按国家标准 GB5185-85 的规定用阿拉伯效字表示,标 注在指引线的尾部。 常用焊接方法代号见表 3-9 所示。如果是组合焊接方法, 可用“ / ” 分开,左侧表示正面 (或盖面 )的焊接方法,右侧表示背面 (或打底 )焊接方法。例如 V 形 焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为 141/111 。 焊缝符号和焊接方法代号标注示例见
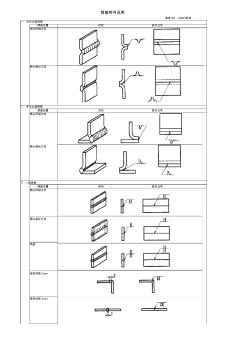
焊接符号大全
参考JIS-Z3021标准 一,双法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 三, I型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 两面 板材间距 2mm 板材间距 2mm 焊接符号说明 闪光焊接 摩擦压接 四,V型焊接 焊接位置 形状 表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度 16mm 坡口开口角度 60° 板材间距 2mm 完全熔透焊接 板厚12mm 坡口开口角度 45° 使用垫板 板材间距 4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度 5mm 坡口开口角度 60° 板材间距为0 五,X型焊接 焊接位置 形状 表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接 闪光焊接 摩擦压接 坡口深度 箭头方向 16