精品文献
下料工序的质量控制
施工工序的质量控制 (2)
施工工序的质量控制 一、工序质量控制的意义 工程项目的施工过程, 是由一系列相互关联、 相互制约的工序所 构成,工序质量是基础,直接影响工程项目的整体质量。要控制工程 项目施工过程的质量,首先必须控制工序的质量。 工序质量包 含两方面的内容, 一是工序活动条件的质量; 二是工序活动效果的质 量;从质量控制的角度来看,这两者是互为关联的,一方面要控制工 序活动条件的质量,即每道工序投入品的质量(即人、材料、机械、 方法和环境的质量) 是否符合要求; 另一方面又要控制工序活动效果 的质量,即每道工序施工完成的工程产品是否达到有关质量标准。 工序质量的控制,就是对工序活动条件的质量控制和工序活动效 果的质量控制,据此来达到整个施工过程的质量控制。 工序质量控制的原理是, 采用数理统计方法, 通过对工序一部分 (子样)检验的数据,进行统计、分析,来判断整道工序的质量是否 稳定,正常;若不稳定,产生
各工序质量控制标准
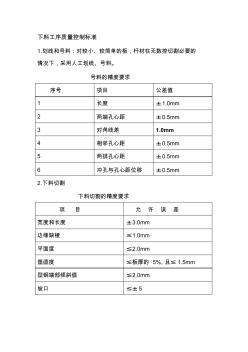
下料工序质量控制标准 1.划线和号料:对较小、较简单的板,杆材在无数控切割必要的 情况下,采用人工划线、号料。 号料的精度要求 序号 项目 公差值 1 长度 ±1.0mm 2 两端孔心距 ±0.5mm 3 对角线差 1.0mm 4 相邻孔心距 ±0.5mm 5 两排孔心距 ±0.5mm 6 冲孔与孔心距位移 ±0.5mm 2.下料切割 下料切割的精度要求 项 目 允 许 误 差 宽度和长度 ±3.0mm 边缘缺棱 ≤1.0mm 平面度 ≤2.0mm 垂直度 ≤板厚的 5%,且≤ 1.5mm 型钢端部倾斜值 ≤2.0mm 坡口 ≤± 5 H 型钢组立工序质量控制标准 组立主要是指 H 型钢埋弧焊前的点焊定位固定,组立是在 组立机上进行,组立前应当翼缘板和腹板去除毛刺、割渣,并应 进行矫正矫直,由放样人员划出中心线、定位线,待检验合格后 才准上组立机进行组立点焊固定。 H型钢组立基本要求如下