精品文献
虾米弯头放样有详细一点的
弯头放样
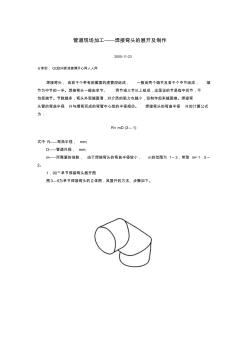
管道现场加工——焊接弯头的展开及制作 2005-11-23 分享到: QQ空间新浪微博开心网人人网 焊接弯头, 由若干个带有斜截面的直管段组成, 一般由两个端节及若干个中节组成, 端 节为中节的一半。焊接弯头一般由单节、 两节或三节以上组成,这里说的节是指中间节,不 包括端节。节数越多,弯头外观越圆滑,对介质的阻力也越小,但制作起来越困难。焊接弯 头管的弯曲半径 R与煨弯而成的弯管中心线的半径相仿。 焊接弯头的弯曲半径 R的计算公式 为: R=mD (3—1) 式中 R——弯曲半径, mm; D——管道外径, mm; m——所需要的倍数, 由于焊接弯头的弯曲半径较小, m的范围为 1~3,常取 m=1.5~ 2。 1.90°单节焊接弯头展开图 图3—6为单节焊接弯头的立体图,其展开的方法、步骤如下。 图3—6 单节焊接弯头立体图 ①作∠ AOB=90° (见图 3—7),以 O为圆心,

切焊弯头(虾米弯)的设计
切焊弯头的设计 切焊弯头(也称虾米弯)是由多块斜切的短管组合而成的。切焊 弯头应用在直径较大( DN≥500)的管道上,因为没有成型的弯头可 以选用。 通常管道布置完成之后,管道的转角也就确定了。接下来要确定 的就是转弯半径 R和片数 n。 常用的转弯半径为 1 倍外径或 1.5倍外径,这个规定不太严格, 在 特殊情况下这个倍数也可以在 1~1.5之间,甚至小于 1。一般 DN1800 及以下的管道采用 1.5D,DN2000 及以上采用 1D。 片数要综合考虑管道直径、转角和介质洁净度等因素来确定。对 干净介质,单片最大转角不宜大于 22.5度,同时还要考虑焊接的影响, 一般每片的短边的长度不小于 100mm。而对含尘气体,每片转角就小 于 15度。 这是一个片数为五片( n=5)的切焊弯头图。图中 R 为转弯半径, D为管道外径, α为管道的转角, α应该小于 90度。2β为一片的转角