精品文献
用塑料卡片怎么开门
塑料卡扣常用连接设计 (2)
卡扣连接的设计原则和技巧 曹 渡 07-07-14 汽 车 工 程 研 究 院 塑料卡扣连接设计 1、连接类型 卡扣可以是最终连接,或者也可以是其他连接出现之前的临时连接。 临时连接 时,卡扣仅将连接保持到其 他连接出现。仅要求它们是足够坚固而有 效的,能够将装配件与基本件定位保持到 最终连接的出现。 永久 锁紧件是不打算拆开的,如图 2.15 所示。没有锁紧真正是永久的, 但这 种锁紧一旦结合便难以分开。如图 2.15 (a)为止逆锁紧件,其中锁紧倒刺装在 不带拆卸通道的结合面中。图 2.15(b) 是钩爪与壁上的带状功能件的结合。所需 要的装配力很大。 非永久锁紧件是打算拆开的。非永久锁紧用两种锁紧类型加以区别。 可拆卸锁紧件被设计成,当预定分离力施加到零件上时,允许 零件分离,如图 2.16 (a)所示。 非拆卸锁紧件需要人工使锁紧件偏斜,如图 2.16(b)所
机械加工工序卡片工艺过程卡片
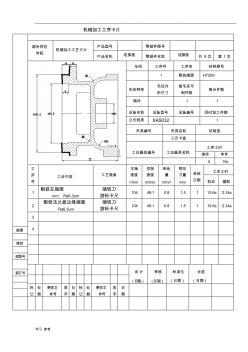
. . . . 学习 .参考 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号 零部件图号 产品名称 连接座 零部件名称 连接座 共 9 页 第 1 页 车间 工序号 工序名 材料牌号 1 粗铣端面 HT200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 XA5032 1 夹具编号 夹具名称 切削液 三爪卡盘 工位器具编号 工位器具名称 工序工时 准终 单件 0 15s 工 步 号 工步内容 工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 mm/r 背吃 刀量 mm 进给 次数 工步工时 机动 辅助 1 粗铣左端面 mm Ra6.3um 端铣刀 游标卡尺 104 49.1 0.8 1.5 1 15.6s 2.34s 2 粗铣法兰