精品文献
一套完整的装配工艺图
一套完整的换热器装配工艺
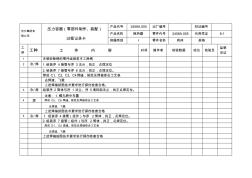
空分集团有 限公司 压力容器(零部件制作、装配) 过程记录卡 产品代号 2458A.000 出厂编号 材证编号 产品名称 换热器 零件代号 2458A.005 代用凭证 6-1 容器类别 I 零件名称 壳体 规格 工 序 工种 工 作 内 容 时间 操作者 检验数据 结论 检验员 监察 见证 1 未喷砂除锈的零件组装前手工除锈 2 冷 /焊 1.组装序 4接管与序 3法兰,找正,点焊定位 2.组装序 7接管与序 6法兰,找正,点焊定位。 焊成 C1、C2、C3、C4焊缝,规范见焊接综合工艺表 去焊渣、飞溅 上述焊缝按图技术要求进行探伤检查合格。 3 冷 /焊 组装序 2筒体与序 1法兰、序 5填料函法兰,找正点焊定位。 注意: 1.螺孔跨中布置 4 焊 焊成 C5、C6 焊缝。规范见焊接综合工艺表 去焊渣、飞溅 上述焊缝按图技术要求进行探伤检查合格 5 冷 /焊 1. 组装序 4接管(
一套完整的换热器装配工艺汇总
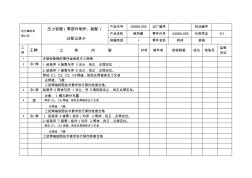
空分集团有 限公司 压力容器(零部件制作、装配) 过程记录卡 产品代号 2458A.000 出厂编号 材证编号 产品名称 换热器 零件代号 2458A.005 代用凭证 6-1 容器类别 I 零件名称 壳体 规格 工 序 工种 工 作 内 容 时间 操作者 检验数据 结论 检验员 监察 见证 1 未喷砂除锈的零件组装前手工除锈 2 冷 /焊 1.组装序 4接管与序 3法兰,找正,点焊定位 2.组装序 7接管与序 6法兰,找正,点焊定位。 焊成 C1、C2、C3、C4焊缝,规范见焊接综合工艺表 去焊渣、飞溅 上述焊缝按图技术要求进行探伤检查合格。 3 冷 /焊 组装序 2筒体与序 1法兰、序 5填料函法兰,找正点焊定位。 注意: 1.螺孔跨中布置 4 焊 焊成 C5、C6 焊缝。规范见焊接综合工艺表 去焊渣、飞溅 上述焊缝按图技术要求进行探伤检查合格 5 冷 /焊 1. 组装序 4接管(