精品文献
最细钻头多大
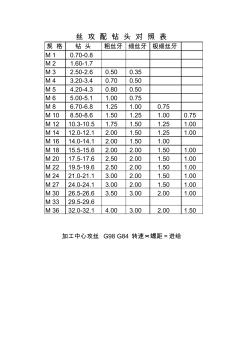
丝攻配钻头对照表-16的牙用多大钻头
规 格 钻 头 粗丝牙 细丝牙 极细丝牙 M 1 0.70-0.8 M 2 1.60-1.7 M 3 2.50-2.6 0.50 0.35 M 4 3.20-3.4 0.70 0.50 M 5 4.20-4.3 0.80 0.50 M 6 5.00-5.1 1.00 0.75 M 8 6.70-6.8 1.25 1.00 0.75 M 10 8.50-8.6 1.50 1.25 1.00 0.75 M 12 10.3-10.5 1.75 1.50 1.25 1.00 M 14 12.0-12.1 2.00 1.50 1.25 1.00 M 16 14.0-14.1 2.00 1.50 1.00 M 18 15.5-15.6 2.00 2.00 1.50 1.00 M 20 17.5-17.6 2.50 2.00 1.50 1.00 M 22 19.5-19.6 2.50 2.00 1.50
金刚石钻头的分类(PDC钻头TSP钻头孕镶钻头)
金刚石钻头的分类(PDC钻头TSP钻头孕镶钻头)