1Cr13不锈钢砂带磨削试验
2024-07-02
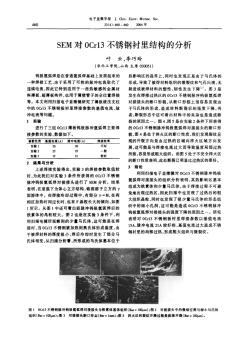
叶片是组成汽轮机的关键部件,但是制造叶片的材料大多属于难加工材料。目前关于叶片材料的砂带磨削研究还非常有限,采用两种不同磨料砂带对制造汽轮机叶片的常用材料1Cr13进行了工艺试验,对磨削后工件表面粗糙度及砂带磨损表面形貌进行了观测。讨论了磨削压力和磨削时间对表面粗糙度的影响。在磨粒磨损理论模型的基础上,揭示了砂带的磨损机理,分析了磨料种类和理论磨削深度对砂带磨损的影响。实验表明,当磨削压力为50 N左右和磨削时间为15 s时,表面粗糙度有稳定的较小值。理论磨削深度在0.3 mm~0.6 mm之间能使陶瓷磨料砂带磨削1Cr13材料保持稳定的微破碎磨损。

 304不锈钢砂带磨削试验研究
304不锈钢砂带磨削试验研究 采用2种不同磨料砂带对304不锈钢进行了工艺试验,对磨削后工件表面粗糙度及砂带磨损表面形貌进行了观测。讨论了磨削时间和法向磨削压力对表面粗糙度的影响。在磨粒磨损理论模型的基础上,揭示了砂带的磨损机理。分析了锆刚玉和碳化硅磨粒的自锐过程。结果表明,在磨削时间小于8s时,表面粗糙度ra值随磨削时间快速减小,当磨削时间大于20s时,ra的大小与接触轮硬度的关系不大。ra随着法向磨削压力的增加而减小,当法向磨削力在60~80n时,表面粗糙度有稳定的较小值。锆刚玉磨料有较强的自锐作用,以缓慢钝化磨损为主;而碳化硅磨粒则出现局部脱落、较大的磨损小平面和严重的黏盖磨损。
不锈钢材料砂带磨削试验 不锈钢材料具有优良的性能,应用广泛,但属于难磨材料.砂带磨削具有良好的磨削加工性能,笔者采用4种磨料砂带对不锈钢材料进行磨削试验.研究了磨粒与工件在磨削过程中的交互作用机理,讨论了影响材料去除率的因素,用sem分析了加工表面显微形貌特征,揭示了材料的去除机理和砂带磨损形式.
编辑推荐下载
格式:pdf
大小:830KB
页数:6P
人气:70
 4.4
4.4
12Cr1MoVG合金钢管砂带磨削试验及工艺研究 研究了5头无心外圆砂带磨床磨削12cr1movg合金钢管的磨削工艺。通过对比试验,找出了影响砂带磨削12cr1movg合金钢管表面材料去除量和表面质量的原因,得出了较优的砂带磨削工艺参数。将该工艺参数用于钢管镀覆前的机械加工处理,可提高钢管加工质量和加工效率,降低生产成本。
格式:pdf
大小:48KB
页数:2P
人气:70
4.7

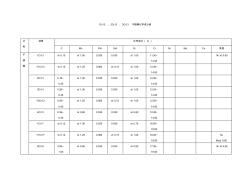
1cr13、2cr13、3cr13不锈钢化学成分表 分 类 材质化学成分(%) cmnp≤s≤sicrnimocu其他 不 锈 钢 1cr13≤0.1 5 ≤1.000.03 5 0.03 0 ≤1.0011.50 ~ 13.50 ni≤0.6 0 y1cr13≤0.1 5 ≤1.250.06 0 ≥0.1 5 ≤1.0012.00 ~ 14.00 2cr130.16 ~ 0.25 ≤1.000.03 5 0.03 0 ≤1.0012.00 ~ 14.00 3cr130.26 ~ 0.35 ≤1.000.03 5 0.03 0 ≤1.0012.00 ~ 14.00 y3cr130.26 ~ 0.40 ≤1.250.06 0 ≥0.1 5 ≤1.0012.00 ~ 14.00 4cr
热门文档 1Cr13不锈钢砂带磨削试验
格式:pdf
大小:43KB
页数:2P
人气:70
4.6
1cr13、2cr13、3cr13不锈钢化学成分表 分 类 材质化学成分(%) cmnp≤s≤sicrnimocu其他 不 锈 钢 1cr13≤0.15≤1.000.0350.030≤1.0011.50~ 13.50 ni≤0.60 y1cr13≤0.15≤1.250.060≥0.15≤1.0012.00~ 14.00 2cr130.16~ 0.25 ≤1.000.0350.030≤1.0012.00~ 14.00 3cr130.26~ 0.35 ≤1.000.0350.030≤1.0012.00~ 14.00 y3cr130.26~ 0.40 ≤1.250.060≥0.15≤1.0012.00~ 14.00 4cr130.36~ 0.45 ≤0.800
格式:pdf
大小:43KB
页数:2P
人气:70
4.8
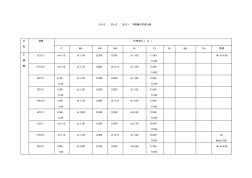
1cr13、2cr13、3cr13不锈钢化学成分表 分 类 材质化学成分(%) cmnp≤s≤sicrnimocu其他 不 锈 钢 1cr13≤0.15≤1.000.0350.030≤1.0011.50~ 13.50 ni≤0.60 y1cr13≤0.15≤1.250.060≥0.15≤1.0012.00~ 14.00 2cr130.16~ 0.25 ≤1.000.0350.030≤1.0012.00~ 14.00 3cr130.26~ 0.35 ≤1.000.0350.030≤1.0012.00~ 14.00 y3cr130.26~ 0.40 ≤1.250.060≥0.15≤1.0012.00~ 14.00 4cr130.36~ 0.45 ≤0.800
格式:pdf
大小:12KB
页数:1P
人气:70
4.4
2cr13不锈钢 简介 2cr13钢是较常用的不锈钢,具有较高的热强性、抗氧化性,良好的减震性。在弱 腐蚀介质中具有较好的耐腐蚀性,对淡水、海水、蒸气、空气也有足够的耐腐蚀 性。热处理后可获得较高的性能。常用来制做450℃以下工作的机械零件和常温 下使用的化工及食品工业容器。例如,传动件、固定销、拉杆、汽轮机叶片、阀 座、阀板、阀杆、泵件、模具等。其中传动件、固定销、拉杆等零件一般在调质 后使用。传统的调质工艺是高温加热,油淬,然后回火。 化学成分 2cr13钢的化学成分(质量分数,%): 碳c:0.16~0.25 硅si:≤1.00 锰mn:≤1.00 硫s:≤0.030 磷p:≤0.035 铬cr:12.00~14.00 镍ni:允许含有≤0.60 力学性能 抗拉强度σb(mpa):淬火回火,≥635 条件屈服强度σ0.2(
格式:pdf
大小:310KB
页数:2P
人气:70
4.6
1Cr13不锈钢冷轧导轨孔型设计 介绍了在32mm高频焊管机组上生产1cr13不锈钢冷轧导轨的成型方法。对孔型设计、成型和变形道次的确定以及设计参数的计算公式进行了举例说明。用所设计的孔型生产的a型和b型导轨,尺寸公差和形位公差达到了客户的质量要求。
格式:pdf
大小:123KB
页数:2P
人气:70
4.7
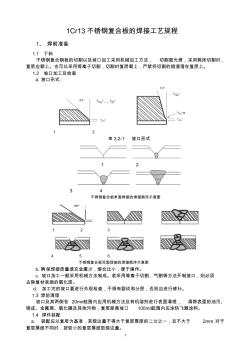
1 1cr13不锈钢复合板的焊接工艺规程 1、焊前准备 1.1下料 不锈钢复合钢板的切割以及坡口加工采用机械加工方法,切割面光滑,采用剪床切割时, 复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。 1.2坡口加工及检查 a.坡口形式: 12 图3.2-1坡口形式 12 34 不锈钢复合板单面焊接的焊接顺序示意图 123 45
精华文档 1Cr13不锈钢砂带磨削试验
格式:pdf
大小:1.9MB
页数:4P
人气:70
4.5
3Cr13不锈钢弹片断裂分析 3cr13马氏体不锈钢所制弹片在工作306min后返厂复试,复试试验中发生断裂。利用微距照相机和扫描电镜对失效弹片断口和侧面、失效弹片人工断口、未失效弹片的人工断口进行宏观和微观观察,并用能谱仪对个别区域进行成分分析,利用显微硬度计对两种弹片进行了硬度检测。结果表明:弹片受到应力腐蚀作用,萌生沿晶裂纹,之后发生疲劳扩展,导致弹片断裂失效;建议加强弹片使用前的存放管理,避免受到腐蚀介质的侵蚀。
格式:pdf
大小:210KB
页数:1P
人气:70
4.6
Q235碳钢与1Cr13不锈钢的异种钢焊接工艺研究 q235碳钢与1cr13不锈钢的焊接属于异种钢焊接,而1cr13不锈钢的焊接性较差,焊接接头容易出现裂纹缺陷。在异种焊接过程中通过认真分析,选用合适的焊接材料和焊接工艺,避免了异种钢焊接缺陷的产生,保证了焊接质量。
格式:pdf
大小:1.4MB
页数:2P
人气:70
4.6
TIG焊接1Cr13马氏体不锈钢大型箱体变形的控制 近几年来,随着公司业务的快速发展,承接了许多大型马氏体不锈钢焊接箱体。这些不锈钢箱体体积较大,但是箱体所用钢板厚度很薄。由于马氏体不锈钢的导热性不好,焊接性较差,加上钢板很
最新文档 1Cr13不锈钢砂带磨削试验
格式:pdf
大小:83KB
页数:2P
人气:70
4.7
2Cr13不锈钢冷轧(拔)无缝管试制工艺 本文阐述了2cr13不锈钢冷轧(拔)无缝管试制工艺──通过轧、拔结合,合理的热处理工艺,精细酸洗,以及优化润滑可以生产出高尺寸精度和高表面质量的2cr13不锈钢冷拔管。
格式:pdf
大小:147KB
页数:2P
人气:70
4.6
0cr13概述 材料属于:不锈耐酸钢 对应美国牌号:aisi405 对应日本牌号:sus405 对应中国新牌号:06cr13(详见gb/150.2-2011表c.1) 中国统一数字代号:s11306 0cr13是铁素体不锈钢中含cr量最低的一种。它具有不锈性,而且耐蚀性优于 含碳量高的1cr13,2cr13,3cr13,4cr13马氏体不锈钢。它具有良好的塑,韧 性和冷成型性,而且优于含cr量更高的其它铁素体不锈钢。当0cr13钢中含c 量控制很低时,其塑性,特别是韧性,冷成型性还会显著提高。0cr13钢主要用 于制造耐水蒸汽,碳酸氢铵母液,热的含硫石油腐蚀的部件和设备的衬里等。此 钢种对应的美标牌号是405,比重为7.75g/cm30cr13是铁素体不锈钢中含cr量 最低的一种。 0cr13图片 特性 用作较高韧性及受冲击负荷的零件。 用
格式:pdf
大小:3.2MB
页数:7P
人气:70
4.6
高温大气和N_2中Inconel690/1Cr13不锈钢的微动磨损特性 在试验温度为20~25℃(air)、300℃(air)、300℃(n2),法向载荷为(fn)50和100n,位移幅值为60~200μm的条件下,采用plint高温微动磨损试验机研究核电蒸汽发生器传热管材inconel690与1cr13不锈钢圆柱配对副在滑移区的微动磨损特性。结果表明:当法向载荷一定时,随位移幅值增加,在高温大气中,微动摩擦因数逐渐升高;而高温氮气中,摩擦因数降低。当载荷和位移相同时,inconel690在高温大气中磨损较轻,在高温氮气中损伤较严重。在高温大气和高温氮气中磨痕表面均出现不同程度摩擦氧化,主要生成fe、ni、cr等合金元素的氧化物。inconel690的磨损机制主要表现为磨粒磨损、摩擦氧化和剥层磨损的共同作用。
格式:pdf
大小:227KB
页数:4P
人气:70
4.8
砂带磨削Q235钢工艺参数对去除率的影响 采用盘圆砂钢机对q235钢进行了砂带磨削试验研究,对磨削后工件的材料去除率进行了分析,讨论了其最佳工艺参数组合。结果表明:在盘圆砂钢机砂带磨削q235钢过程中,线材速度对材料去除率的影响最为显著,其次为工作台转速、砂带粒度,砂带张紧力的影响最小。仅考虑对材料去除率的影响时,最佳工艺参数组合为:砂带张紧力200n,工作台转速500r/min,砂带粒度120#,线材速度为50m/min。此时得到的材料去除率为6.8602g/s。

格式:pdf
大小:349KB
页数:未知
人气:70
4.7
大型不锈钢球体的砂带磨削 球阀的奥氏体不锈钢球体零件,对精度和光洁度的要求较高。众所周知,奥氏体不锈钢强化系数高,机械性能(延伸率,断面收缩率,冲击值)高,导热性差,粘附性强,属于难加工材料,这种材料的切削加工,尤其是磨削加工十分困难,加工效率低,光洁变差,是亟待解决的难题。为提高生产效率和加工质量,我厂在加工大型耐腐蚀球阀的奥氏体不锈钢球体时,采用砂带磨削新工艺代替原来的研磨或磨削工艺,取得了较好的技术经济效益。兹将加工这种球体的砂带磨削工艺介绍如下,以供参考。
格式:pdf
大小:45KB
页数:未知
人气:70
4.3
1Cr13不锈钢拉杆工艺与性能的研究 通过不同的热处理工艺分析淬火和回火温度对1cr13不锈钢蒸气设备拉杆力学性能的影响。结果表明:合理的热处理工艺为990℃油冷+630℃回火。
格式:pdf
大小:190KB
页数:4P
人气:70
4.8
3Cr13不锈钢气阀试样断裂过程的声发射特性 为了探讨往复式压缩机气阀的无损故障诊断技术,对3cr13不锈钢气阀试样进行连续加载的拉伸试验,利用声发射技术对其拉伸过程中的损伤线定位声发射特性、断裂声发射特性进行分析,并采用s3400型扫描电镜进行断口形貌分析。试验结果为:气阀试样在距离3号佳感器30mm处出现较强声发射峰,在拉伸时间为175.5s时,试样发生断裂。气阀试样在承受83kn拉力时,试样表面呈现规则的层状形貌。当3cr13不锈钢气阀试样的挠度为0.48和0.74时,气阀试样的振铃计数分别为3.7×103和27.1×103个。在3cr13不锈钢气阀试样断口上有大量微裂纹,是断裂过程中产生幅度为43~80db信号的主要原因。在3cr13不锈钢气阀试样断口表面,其主要成分为cr元素,其重量百分比含量为13.8%。
文辑创建者
我要分享 >
职位:家装整装室内设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐