SDR11和SDR17.6管材焊接参数
2025-01-21
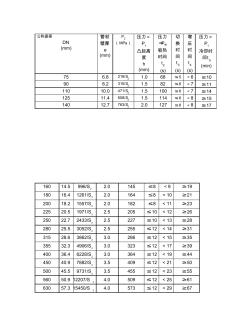
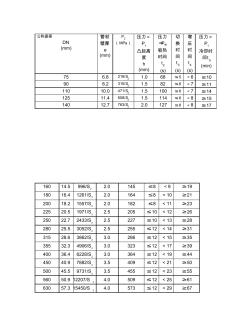
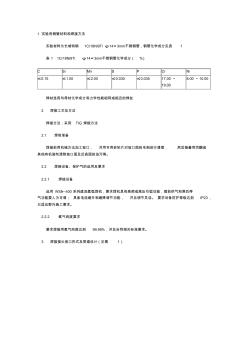
管径DN (mm) 管材壁 厚e(mm) P2(Mpa) 压力=P 凸起高度 h(mm) 压力≈P 吸热时间 t 2(s) 切换时间 t 3(s) 增压时 间t4(s) 压力=P 冷却时间 (min) 75 6.8 219/S 2 1.0 68 ≤5 <6 11-12 90 8.2 315/S 2 1.5 82 ≤5 <7 11-13 110 10 471/S 2 1.5 100 ≤6 <7 14-16 125 11.4 608/S 2 1.5 114 ≤6 <8 15-17 140 12.7 763/S 2 2.0 127 ≤6 <8 17-18 160 14.5 996/S 2 2.0 145 ≤8 <9 19-20 180 16.4 1261/S2 2.0 164 ≤8 <10 21-23 200 18.2 1557/S2 2.0 182 ≤8 <11 23-25 225 20.5

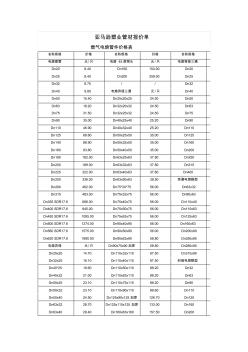
亚马逊塑业管材报价单 燃气电熔管件价格表 名称规格价格名称规格价格名称规格 电熔套管元/只电熔45度弯头元/只电熔等径三通 dn208.40dn160154.00dn20 dn258.40dn200259.00dn25 dn328.75//dn32 dn409.80电熔异径三通元/只dn40 dn5015.40dn25x20x2524.50dn50 dn6318.20dn32x20x3224.50dn63 dn7531.50dn32x25x3224.50dn75 dn9035.00dn40x25x4025.20dn90 dn11046.90dn40x32x4025.20dn110 dn12568.60dn50x25x5035.00dn1
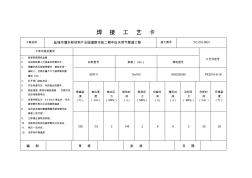
焊接工艺卡 工程名称盐城市灌东新材料产业园道路市政二期中压天然气管道工程施工图号yc-z16-0901 工序内容及要求 工艺评定号 1.检查热熔焊机油路 2.将加热板插入已准备好的管件中; 3.调整夹具压紧被焊管件,使其在同一 细线上,且错边量不大于被焊管件壁 厚的10%; 4.打开阀门油缸加压; 5.开启电源开关,电热板加热管件; 6.刨连接面,使其与轴线垂直,并使与对 应的待接面吻合; 7.当管件每边为2-3.5mm卷边时,并且 被焊管件焊口处达到熔焊温度; 8.采用洁净棉布蘸酒精擦净被焊管件连 接面上的污物; 9.立即减压抽取加热板; 10.迅速将加热后的被焊管件对位加压; 11.保压一定时间; 12.冷却至环境温度 材料型号规格(mm)焊机型号 sdr11de160shd250/90pe2016-9-18 焊接温 度
编辑推荐下载
格式:pdf
大小:63KB
页数:3P
人气:63
 4.6
4.6
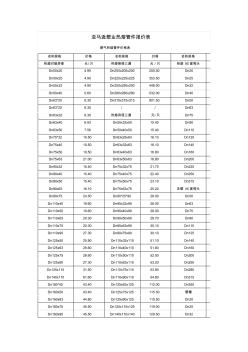
亚马逊塑业热熔管件报价表 燃气热熔管件价格表 名称规格价格名称规格价格名称规格 热熔对接异径元/只热熔等径三通元/只热熔90度弯头 dn50x204.90dn200x200x200255.50dn20 dn50x254.90dn225x225x225353.50dn25 dn50x324.90dn250x250x250448.00dn32 dn50x405.60dn280x280x280532.00dn40 dn63*206.30dn315x315x315801.50dn50 dn63*256.30//dn63 dn63x326.30热熔异径三通元/只dn75 dn63x406.93dn50x32x5015.40dn90 dn63x507.56dn50x40x
格式:pdf
大小:8KB
页数:1P
人气:63
4.8

pe燃气管sdr17.6和sdr11,字母sdr代表是什么意思? sdr就是聚乙烯管道的标准尺寸比,它的值就是外径和壁厚的比值,数值越大 管材的壁厚越小,如sdr11就是外径除以壁厚等于11。 sdr英文全称是standarddimensionratio,是外径壁厚比值,主要用来它规 定管道生产的时候,同一外径下常用的壁厚,燃气一般就是sdr11,sdr17.6, 就是标准的壁厚规格,如果这个之外的当然就是非标的。
热门文档 SDR11和SDR17.6管材焊接参数
格式:pdf
大小:52KB
页数:3P
人气:63
4.3
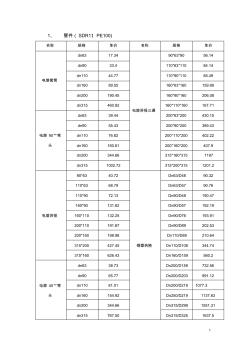
1 1、管件(sdr11、pe100) 名称规格单价名称规格单价 电熔套筒 dn6317.34 电熔异径三通 90*63*9056.14 dn9033.4110*63*11084.14 dn11044.77110*90*11085.49 dn16089.55160*63*160159.89 dn200190.45160*90*160206.08 dn315460.92160*110*160167.71 电熔90°弯 头 dn6339.44200*63*200430.15 dn9055.43200*90*200389.43 dn11076.82200*110*200402.22 dn160160.61200*160*200407.9 dn200344.66315*160*3151197
格式:pdf
大小:58KB
页数:4P
人气:63
4.7

百度文库-让每个人平等地提升自我 1 焊接工艺卡 工程名称盐城市灌东新材料产业园道路市政二期中压天然气管道工程施工图号yc-z16-0901 工序内容及要求 工艺评定号 1.检查热熔焊机油路 2.将加热板插入已准备好的管件中; 3.调整夹具压紧被焊管件,使其在同一 细线上,且错边量不大于被焊管件壁 厚的10%; 4.打开阀门油缸加压; 5.开启电源开关,电热板加热管件; 6.刨连接面,使其与轴线垂直,并使与对 应的待接面吻合; 7.当管件每边为2-3.5mm卷边时,并且 被焊管件焊口处达到熔焊温度; 8.采用洁净棉布蘸酒精擦净被焊管件连 接面上的污物; 9.立即减压抽取加热板; 10.迅速将加热后的被焊管件对位加压; 11.保压一定时间; 12.冷却至环境温度 材料型号规格(mm)焊机型号 sdr11de160shd250/
格式:pdf
大小:221KB
页数:14P
人气:63
4.8
和田市2011年天然气入户建设工程中压第二批材料清单 1.和田市古江巴格街办阿日稀社区93户平房入户工程 2.努尔巴格办事处中南海5-9号院205户平房入户工程 3.纳尔巴格街办艾苏里坦社区46户平房入户工程 4.和田市玉河花园912户天然气敷设及入户安装工程 5.和田市京都小区(无图) 6.昆仑会所(无图) 7.古丽巴格高层商住楼104户中压敷设及入户工程 8.地区发改委44户中压敷设及入户工程 9.和田地区幼儿园(无图) 10.昆仑绿洲宛180户中压敷设及入户工程 11.地区二中商住楼38户中压敷设及入户工程 12.和田县康居宛180户中压敷设及入户工程 13.吾不力艾山32户中压敷设及入户工程 14.和田县广电局12户中压敷设及入户工程 15.和田市沙特阿吉14户中压敷设及入户工程 序 号 标准号或图号名称及规格 单 位 数量 备
格式:pdf
大小:225KB
页数:14P
人气:63
4.4
精品文档 精品文档 和田市2011年天然气入户建设工程中压第二批材料清单 1.和田市古江巴格街办阿日稀社区93户平房入户工程 2.努尔巴格办事处中南海5-9号院205户平房入户工程 3.纳尔巴格街办艾苏里坦社区46户平房入户工程 4.和田市玉河花园912户天然气敷设及入户安装工程 5.和田市京都小区(无图) 6.昆仑会所(无图) 7.古丽巴格高层商住楼104户中压敷设及入户工程 8.地区发改委44户中压敷设及入户工程 9.和田地区幼儿园(无图) 10.昆仑绿洲宛180户中压敷设及入户工程 11.地区二中商住楼38户中压敷设及入户工程 12.和田县康居宛180户中压敷设及入户工程 13.吾不力艾山32户中压敷设及入户工程 14.和田县广电局12户中压敷设及入户工程 15.和田市沙特阿吉14户中压敷设及入户工程 精品文档 精品文档 序 号 标
格式:pdf
大小:225KB
页数:14P
人气:63
4.4
和田市2011年天然气入户建设工程中压第二批材料清单 1.和田市古江巴格街办阿日稀社区93户平房入户工程 2.努尔巴格办事处中南海5-9号院205户平房入户工程 3.纳尔巴格街办艾苏里坦社区46户平房入户工程 4.和田市玉河花园912户天然气敷设及入户安装工程 5.和田市京都小区(无图) 6.昆仑会所(无图) 7.古丽巴格高层商住楼104户中压敷设及入户工程 8.地区发改委44户中压敷设及入户工程 9.和田地区幼儿园(无图) 10.昆仑绿洲宛180户中压敷设及入户工程 11.地区二中商住楼38户中压敷设及入户工程 12.和田县康居宛180户中压敷设及入户工程 13.吾不力艾山32户中压敷设及入户工程 14.和田县广电局12户中压敷设及入户工程 15.和田市沙特阿吉14户中压敷设及入户工程 序 号 标准号或图号名称及规格 单 位 数量 备
精华文档 SDR11和SDR17.6管材焊接参数
格式:pdf
大小:225KB
页数:14P
人气:63
4.6
和田市2011年天然气入户建设工程中压第二批材料清单 1.和田市古江巴格街办阿日稀社区93户平房入户工程 2.努尔巴格办事处中南海5-9号院205户平房入户工程 3.纳尔巴格街办艾苏里坦社区46户平房入户工程 4.和田市玉河花园912户天然气敷设及入户安装工程 5.和田市京都小区(无图) 6.昆仑会所(无图) 7.古丽巴格高层商住楼104户中压敷设及入户工程 8.地区发改委44户中压敷设及入户工程 9.和田地区幼儿园(无图) 10.昆仑绿洲宛180户中压敷设及入户工程 11.地区二中商住楼38户中压敷设及入户工程 12.和田县康居宛180户中压敷设及入户工程 13.吾不力艾山32户中压敷设及入户工程 14.和田县广电局12户中压敷设及入户工程 15.和田市沙特阿吉14户中压敷设及入户工程 序 号 标准号或图号名称及规格 单 位 数量 备

格式:pdf
大小:41KB
页数:3P
人气:63
4.4
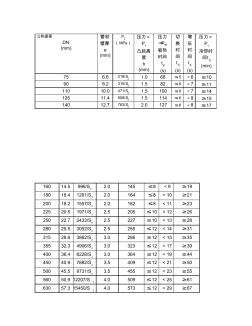
公称直径 dn (mm) 管材 壁厚 e (mm) p2 (mpa) 压力= p1 凸起高 度 h (mm) 压力 ≈p拖 吸热 时间 t2 (s) 切 换 时 间 t3 (s) 增 压 时 间 t4 (s) 压力= p1 冷却时 间t 5 (min) 756.8219/s21.068≤5<6≥10 908.2315/s21.582≤6<7≥11 11010.0471/s21.5100≤6<7≥14 12511.4608/s21.5114≤6<8≥15 14012.7763/s22.0127≤8<8≥17 16014.5996/s22.0145≤8<9≥19 18016.41261/s22.0164≤8<10≥21
格式:pdf
大小:41KB
页数:3P
人气:63
4.5
公称直径 dn (mm) 管材 壁厚 e (mm) p2 (mpa) 压力= p1 凸起高 度 h (mm) 压力 ≈p拖 吸热 时间 t2 (s) 切 换 时 间 t3 (s) 增 压 时 间 t4 (s) 压力= p1 冷却时 间t 5 (min) 756.8219/s21.068≤5<6≥10 908.2315/s21.582≤6<7≥11 11010.0471/s21.5100≤6<7≥14 12511.4608/s21.5114≤6<8≥15 14012.7763/s22.0127≤8<8≥17 16014.5996/s22.0145≤8<9≥19 18016.41261/s22.0164≤8<10≥21
格式:pdf
大小:41KB
页数:3P
人气:63
4.4
公称直径 dn (mm) 管材 壁厚 e (mm) p2 (mpa) 压力= p1 凸起高 度 h (mm) 压力 ≈p拖 吸热 时间 t2 (s) 切 换 时 间 t3 (s) 增 压 时 间 t4 (s) 压力= p1 冷却时 间t 5 (min) 756.8219/s21.068≤5<6≥10 908.2315/s21.582≤6<7≥11 11010.0471/s21.5100≤6<7≥14 12511.4608/s21.5114≤6<8≥15 14012.7763/s22.0127≤8<8≥17 16014.5996/s22.0145≤8<9≥19 18016.41261/s22.0164≤8<10≥21
最新文档 SDR11和SDR17.6管材焊接参数
格式:pdf
大小:23KB
页数:1P
人气:63
4.6
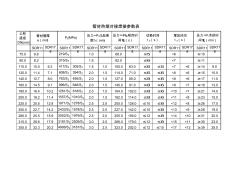
公称 直径 dn(mm) sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 75.06.8219/s21.068.0≤5<6≥10 90.08.2315/s21.582.0≤6<7≥11 110.010.06.3417/s2305/s21.51.0100.063.0≤6≤5<7<6≥149.0 125.011.47.1608/s2394/s22.01.5114.071.0≤6≤6<8<6≥1510.0 140.012.78.0763/s2495/s22.01.5127.080.0≤8≤6<8<6≥1711.0 160.0
格式:pdf
大小:70KB
页数:7P
人气:63
4.7
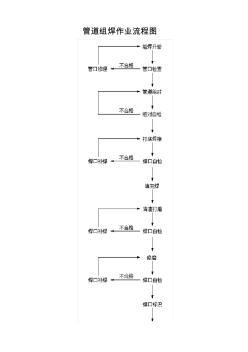
管道组焊作业流程图 管道组焊作业指导书 一、焊工资格 1、所有施焊的焊工必须持有质量技术监督局颁发的特种作业操作证书; 2、焊工施焊的方法、焊接位置、有效期等均应与本人考试合格证相符; 3、合格焊工要进行登记编号,施焊资格应得到监理工程师(或甲方代表)的确认; 4、熟悉适用的“焊接作业指导书”; 5、遵守焊接工艺纪律。 二、焊接设备 1、焊接设备性能应能满足氩电联焊工艺的需要。 2、机械操作人员应遵照焊机的说明书和安全操作规程进行操作,专人专用,定期维护和 保养,确保电焊机等焊接设备完好,仪表灵敏可靠,数据准确,能够满足生产需要。 3、机械操作员要认真做好设备运转记录,设备管理员按工艺要求不定期进行检查。 三、焊接材料 1、焊材领回入库时,材料负责人应会同技术质量人员按要求对其进行检查,应对焊材产 品合格证和同批号的质量证明书进行确认,检查验收合格后分类登记,建立验收台帐,本工 程所用焊
格式:pdf
大小:301KB
页数:4P
人气:63
4.3
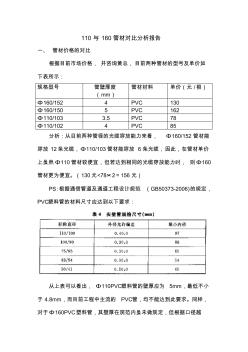
110与160管材对比分析报告 一、管材价格的对比 根据目前市场价格,并咨询黄总,目前两种管材的型号及单价如 下表所示: 规格型号管壁厚度 (mm) 管材材料单价(元/根) φ160/1524pvc130 φ160/1505pvc162 φ110/1033.5pvc78 φ110/1024pvc85 分析:从目前两种管径的光缆穿放能力来看,φ160/152管材能 穿放12条光缆,φ110/103管材能穿放6条光缆,因此,在管材单价 上虽然φ110管材较便宜,但若达到相同的光缆穿放能力时,则φ160 管材更为便宜。(130元<78×2=156元) ps:根据通信管道及通道工程设计规范(gb50373-2006)的规定, pvc塑料管的材料尺寸应达到以下要求: 从上表可以看出,φ110pvc塑料管的壁厚应为5mm,最低不小 于4.8
格式:pdf
大小:1.8MB
页数:19P
人气:63
4.5
. . 《焊接接头和焊接符号》培训资料 一、焊接接头 焊接接头共有五种形式,对接,角接,t形,搭接和端接接头。如图4.2所示,这五种 基本接头形式都有一定的焊缝和焊缝符号与之对应。根据不同的接头设计,每种接头形式又 形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。接头设计确定了其形状,尺寸 和结构。 形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件, 铰接焊件。 焊缝的形式是用接头的几何形状来表示的。接头的几何形状就是焊前的截面尺寸及形 状。从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。 . . . . 焊接接头部件 接头型式确定后,有必要描述所要求的接头设计。所以,焊接及检验人员应具备相当的 能力来识别对于一给定接头的几何形状的各个特征。与这些特征有关的术语包括: 接头根部、坡口面、根部钝边、根部棱边
格式:pdf
大小:55KB
页数:2P
人气:63
4.5
 SDR17 PE管应用所带来的一些问题和探讨
SDR17 PE管应用所带来的一些问题和探讨 燃气用埋地聚乙烯(pe)管道系统第1部分:管材(gb15558.1-2015)的修订,sdr17.6聚乙烯管道被sdr17所取代,这给工程的全过程带来了深远的影响,就工程中的具体应用问题进行了思考和探讨.
格式:pdf
大小:14KB
页数:4P
人气:63
4.6
浅谈焊接应力和变形的关系 徐先锋,胡艳艳 (华东交通大学机电工程学院,江西南昌330013) 摘要:随着社会经济与技术的不断发展,现代焊接向着大型化、高精度的方向发展。本文对焊接应力和焊 接变形的各种影响因素进行了分析,提出了控制焊接应力和焊接变形的措施。影响焊接应力与变形的因素很 多,最根本的原因是焊件受热不均匀,其次是由于焊缝金属的收缩、金相组织的变化及焊件刚性的不同所 致。最后总结了焊接应力和焊接变形的关系。 关键字:焊接应力;焊接变形;控制措施;结论 discussionontherelationshipbetweenweldingstressanddeformation xuxianfeng,huyanyan (schoolofmechanical&electronicengineering,eastchinajiaoton
格式:pdf
大小:201KB
页数:5P
人气:63
4.3
1实验用钢管材料和焊接方法 实验材料为长城特钢1cr18ni9tiφ14×3mm不锈钢管,钢管化学成分见表1 表11cr18ni9tiφ14×3mm不锈钢管化学成分(%) csimnspcrni ≤0.15≤1.00≤2.00≤0.030≤0.03517.00~ 19.00 8.00~10.00 焊材选用与母材化学成分和力学性能相同或相近的焊丝 2焊接工艺及方法 焊接方法:采用tig焊接方法 2.1焊前准备 焊接前用机械方法加工坡口,并用专用砂轮片对坡口面的毛刺进行清理,然后接着用丙酮或 其他有机溶剂清除坡口面及近表面的油污等。 2.2焊接设备、保护气的选用及要求 2.2.1焊接设备 选用ws5—400系列直流氩弧焊机,要求焊机具有高频或高压引弧功能,提前供气和滞后停 气功能要人为可
格式:pdf
大小:40KB
页数:1P
人气:63
4.6
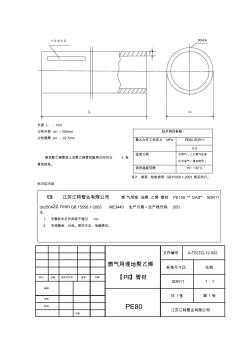
黄色线条 l 产品标记区 dn e n 长度l:-12m 公称外径dn:-250mm 公称壁厚en:-22.7mm 黑色聚乙烯管材上沿聚乙烯管材圆周方向均匀4条 黄色线条。 设计,制造,检验按照gb15558.1-2003规定执行。 标记区内容: 技术特性参数 最大允许工作压力mpape80sdr11 0.4 适用介质天然气,人工煤气及液 化石油气(埋地使用) 适用温度范围+5~+30℃ ○ts江苏江特管业有限公司燃气用埋地聚乙烯管材pe100“gas”sdr11 dn250x22.7mmgb15558.1-2003me3440生产日期+生产线代码(05) 注: 1.完整标志打印间距不超过1m。 2.字体颜色:白色。喷字方法:电脑喷印。 燃气用埋地聚乙烯 【pe】管材 文件编号a-ts(tz)-12-00
格式:pdf
大小:42KB
页数:2P
人气:63
4.5

. . 以上为sdr11管材热熔对接焊接参数 注:1以上参数基于环境温度为20℃; 2热板表面温度:pe80为210±10℃;pe100为225±10℃; 3s 2 为焊机液压缸中活塞的总有效面积(mm 2 ),由焊机生产厂家提供。 公称直径 dn (mm) 管材 壁厚 e (mm) p2 (mpa) 压力=p1 凸起高度 h (mm) 压力≈p拖 吸热时间 t2 (s) 切换 时间 t3 (s) 增压 时间 t4 (s) 压力=p1 冷却时间t5 (min) 756.8219/s21.068≤5<6≥10 908.2315/s21.582≤6<7≥11 11010.0471/s21.5100≤6<7≥14 12511.4608/s21.5114≤6<8≥15 1401
文辑创建者
我要分享 >
职位:施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐