工具钢环形试件表面下人工孔在其表面产生的漏磁场
2024-05-31
用磁偶极子链概念分析了工具钢环形试件表面下的人工孔在直流周向磁化时,在其表面上产生漏磁场的原因、条件和规律。证明该漏磁场强度是环径、孔径、孔埋藏深度、周向磁化电流、钢环的饱和磁化电流及其磁化率等的多元函数。

 工件表面沟槽深度对漏磁场的影响
工件表面沟槽深度对漏磁场的影响 根据磁偶极子理论,证明由于工件形状、磁化方式和沟槽深度的不同,工件表面沟槽深度与其所产生的漏磁场会分别呈“直线律”和“指数律”关系。
工件表面矩形沟槽引起的漏磁场分析 按照矩形钢件的纵向磁化原理(磁荷必均匀地分布在试件的所有棱线上),给出了工件表面矩形沟槽引起的漏磁场的近似解析表达式,并通过数值计算绘出了沟槽对称轴上的磁场空间分布图。理论曲线与f.frster所做的经典试验结果基本相符。
编辑推荐下载
格式:pdf
大小:812KB
页数:5P
人气:68
 4.8
4.8
方钢表面矩形贯通沟槽的深度与该沟槽引起的漏磁场 用磁偶极子模型分析了方钢表面矩形贯通沟槽的深度d与该沟槽引起漏磁场h间的关系,推知:1)当d很小时,h∝d;2)d较大时,h∝(d-2kδ)(δ是d的函数,k为比例系数);3)当d很大时,随着d的增加,h反而减小。推论1)和2)都早已为磁粉探伤的经典试验所验证,推论3)因未见现有文献记载,故尚待实验验证。此外,还给出了h-d的5种近似解析表达式。
格式:pdf
大小:212KB
页数:3P
人气:68
4.3
淬硬工具钢内圆表面磁性研磨加工实践与研究 磁性磨料研磨是一种较新的光整加工的方法,它是在s、n两极之间加入磁性磨料,磁性磨料吸附在磁极和工件表面上,并沿磁力线方向排列成有一定柔性的“磨料刷”,工件一边旋转,一边做轴向振动,以达到去除表层金属的目的,使工件表面粗糙度大大下降。本文介绍了磁性磨料研磨的加工原理,对工件在磁场中的受力情况进行理论分析。对淬硬工具钢(t8a)工件内圆表面进行磁性磨料研磨的加工试验,得出了不同的磁感应强度,不同加工间隙,以及不同研磨时间对加工表面粗糙度和研磨量的影响;从而得出了优化的磁性磨料研磨的加工参数:磁感应强度b=1.0~1.2t;加工间隙δ=1~3mm;研磨时间t=4~5min。
热门文档 工具钢环形试件表面下人工孔在其表面产生的漏磁场
格式:pdf
大小:167KB
页数:3P
人气:68
4.3
电流环支承的超导球表面磁场计算 本文基于磁荷模型采用解析方法推证出电流环在超导球表面产生的磁场分布.首先不考虑超导球的抗磁性,由biot-savart定律计算出电流环在球面产生的磁场.再根据meissner态超导体的边界条件,并基于磁荷模型计算出超导球的感应磁场.将电流环产生磁场与超导球的感应磁场叠加得到超导球表面的合磁场.
格式:pdf
大小:277KB
页数:5P
人气:68
4.5
工具钢表面激光熔覆Co基合金涂层的组织及性能 通过送粉式激光熔覆在碳素工具钢(t10钢)表面制备了co基合金熔覆涂层。利用扫描电子显微镜(sem)和x射线衍射仪(xrd)分析其微观结构和相组成。结果表明:熔覆层中主要有γ-co相以及其他相,包括cr23c6、co7w6和crni。从熔池与基体界面到熔覆层表面存在不同的凝固形态,依次为平面晶(在界面处)、胞状晶和树枝晶。微观组织较细的树枝晶强化了熔覆层,因而激光熔覆层的显微硬度增加,耐腐蚀性提高。
格式:pdf
大小:55KB
页数:9P
人气:68
4.5
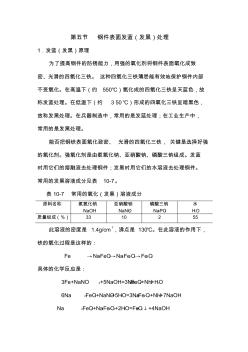
第五节钢件表面发蓝(发黑)处理 1.发蓝(发黑)原理 为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致 密、光滑的四氧化三铁。这种四氧化三铁薄层能有效地保护钢件内部 不受氧化。在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故 称发蓝处理。在低温下(约350℃)形成的四氧化三铁呈暗黑色, 故称发黑处理。在兵器制造中,常用的是发蓝处理;在工业生产中, 常用的是发黑处理。 能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强 的氧化剂。强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成。发蓝 时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。 常用的发黑溶液成分见表10-7。 表10-7常用的氧化(发黑)溶液成分 原料名称氢氧化钠 naoh 亚硝酸钠 nano2 磷酸三钠 na3po4 水 h2o 质量组成(%)3310255 此溶液的密
格式:pdf
大小:450KB
页数:3P
人气:68
4.7
电液压脉冲水气射流强化淬火后工具钢的表面研究 为了提高工具钢表面的精度,提出了采用电液压脉冲水气射流来强化淬火后工具钢表面的新方法。基于电液压脉冲水气射流发生器的工作原理和结构,通过对铁及其合金的电液压脉冲水气射流强化的理论和试验研究结果,结果表明:电液压脉冲水气射流的最大优点是它所产生的压力可任意调节,根据工件的不同要求,完成对零件表面的强化。高速变形对承受脉冲载荷工件的物理力学特性有着重大影响,电液压脉冲水气射流消除铸件和焊接件的残余应力达40%~70%,并且不会影响工件的加工表面质量。
格式:pdf
大小:533KB
页数:未知
人气:68
4.6
9SiCr工具钢表面激光熔覆合金的组织与性能 使用co2激光器对9sicr工具钢表面进行co基和ni基合金熔覆处理,x射线衍射仪、扫描电子显微镜分析了激光合金熔覆层的相组成和显微组织;显微硬度计对合金熔覆区的显微硬度进行测量·结果表明,合金熔覆层在微观结构上存在熔覆区、结合区和基体热影响3个区域·co基合金熔覆区相组成为奥氏体+铁素体+碳化物,ni基合金熔覆区相组成为奥氏体+铁素体+碳化物+金属间化合物·ni基合金熔覆层的显微硬度约为co基的2倍
精华文档 工具钢环形试件表面下人工孔在其表面产生的漏磁场
格式:pdf
大小:424KB
页数:3P
人气:68
4.3
激光表面强化参数对9SiCr工具钢耐磨性的影响 采用激光能量密度作为综合参数,对9sicr工具钢进行表面处理。使用扫描电镜和x射线衍射仪对强化区组织进行了分析,并在销盘式摩擦试验机上对激光处理9sicr工具钢和热轧20mnsiv钢配副进行了干摩擦和油润滑试验,同时以平均磨损速率作为磨损量的指标,研究不同激光能量密度对磨损量的影响并分析了其磨损机理。结果表明,激光能量密度与平均磨损速率之间存在一个最佳值
格式:pdf
大小:458KB
页数:3P
人气:68
4.7
碳素工具钢表面低温双辉等离子渗铬硬化的研究 用双辉等离子渗铬技术,进行了880~900℃温度下的碳素工具钢表面渗铬硬化研究,分析了渗铬硬化层的显微组织和相结构,测量了渗铬硬化层的厚度、硬度及铬浓度分布,并对渗铬硬化层进行了划痕检验。结果表明,在880~900℃温度下,对碳素工具钢进行双辉等离子渗铬也可得到良好的渗铬硬化层;渗铬硬化层由沉积层、碳化物层和固溶体层构成。
格式:pdf
大小:344KB
页数:3P
人气:68
4.7
精密干式硬态车削淬硬工具钢时表面粗糙度的参数优化 使用pcbn刀具对不同淬硬状态工具钢cr12mov进行了精密干式硬态车削试验,运用正交实验法分析了切削速度、试件硬度、刀具前角、切削深度4个因素间的交互作用,并得到了最优车削参数。试验表明:影响表面粗糙度最显著的因素是切削速度与淬火硬度,切削深度影响最小。
格式:pdf
大小:2.7MB
页数:5P
人气:68
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:441KB
页数:3P
人气:68
4.4
工具钢低速走丝气中线切割加工表面质量研究 为了提高电火花线切割精加工的准确度,采用低速走丝气中电火花切割加工方法,对工具钢加工表面质量进行了实验研究,并与水中的线切割加工表面质量进行了比较,实验结果表明,与传统线切割加工相比,气中线切割加工具有良好的直线度、低粗糙度值、较窄的放电间隙和低加工速度(金属去除率)等特点,提高走丝速度可以提高气中加工的加工速度。
最新文档 工具钢环形试件表面下人工孔在其表面产生的漏磁场
格式:pdf
大小:254KB
页数:未知
人气:68
4.6
精密干式硬态车削淬硬工具钢加工表面温度参数优化 使用pcbn刀具对不同淬硬状态工具钢cr12mov进行精密干式硬态车削试验,运用极差法分析切削速度、走刀量、切削深度、试件硬度、刀尖圆弧半径五个因素对工件表面温度影响的显著性,并得到了最优车削参数。试验表明:影响工件表面温度最显著的因素是工件淬火硬度,切削深度与走刀量的影响相当,刀尖圆弧半径的影响最小。
格式:pdf
大小:459KB
页数:4P
人气:68
4.7
中厚钢板表面裂纹产生原因分析 发表日期:2007年11月20日作者:王高田((太钢集团临汾钢铁有限公司技术中心) 摘要:通过对比轧制试验和材料显微组织分析,找出了太钢集团临汾钢铁有 限公司中板厂某次生产中钢板成品表面出现大量裂纹的原因,是板坯表面存在热 应力裂纹,并据此提出了相应的改进措施。 关键词:表面裂纹;中厚板;连铸坯 1前言 2005年10月,太钢集团l临汾钢铁有限公司中板厂四辊轧机生产线使用炼 钢厂1#连铸机生产的q235b、断面尺寸为180mm×1260mm连铸坯轧制厚16~40mm 钢板时,钢板表面出现大量裂纹,造成钢板返切改尺或降级、判废。钢板表面出 现大量裂纹,这在临钢还是首次。为了查清是轧钢工序还是炼钢工序导致的裂纹, 采用工序倒推方式,从轧钢工序开始进行了生产工艺及设备运行隋况大排查,并 取样做了相关检验、分析。 2钢板
格式:pdf
大小:399KB
页数:2P
人气:68
4.7
中厚钢板表面裂纹产生原因分析 通过对比轧制试验和材料显微组织分析,找出了太钢集团临汾钢铁有限公司中板厂某次生产中钢板成品表面出现大量裂纹的原因,是板坯表面存在热应力裂纹,并据此提出了相应的改进措施。
格式:pdf
大小:1.4MB
页数:6P
人气:68
4.3
高速工具钢W6Mo5Cr4V2表面不同DLC处理后的性能探讨 设计了过渡层和梯度膜结构,采用pvd磁控溅射工艺和pvd磁控溅射+pecvd(脉冲等离子增强化学气相沉积)复合工艺在高速工具钢w6mo5cr4v2表面制备不同的类金刚石(diamond-likecarbon,dlc)膜:ti过渡层+dlc膜以及crn+crnc+crc+dlc(掺杂cr)硬质膜。对这两种膜层的成分、结构、形貌和力学性能的对比分析发现,前者表面粗糙度小,但是后者的综合力学性能更好。
格式:pdf
大小:234KB
页数:4P
人气:68
4.5
铸钢件表面镀锌层的质量评价 采用覆盖能力和分散能力好的电镀液对铸钢件进行电镀锌。按照国家相关标准对镀层进行质量检测,结果表明该镀层附着力强、光泽度好。通过电子扫描电镜对镀层表面形貌进行分析,结果表明该镀层厚度均匀、致密度好,镀层向基体金属方向呈现锌减少、铁增多的趋势。

格式:pdf
大小:9KB
页数:4P
人气:68
4.8
室内混凝土表面和抹灰表面 施涂油性涂料施工工艺 1本工艺标准适用于工业与民用建筑的室内混凝土表面和水泥砂浆、混合 砂浆抹灰表面施涂油性涂料工程。 2.1材料要求: 2.1.1涂料:光油、清油、铅油、各色油性调和漆(酯胶调和漆、酚醛调 和漆、醇酸调和漆等),或各色无光调和漆等;应有产品合格证、出厂日期及使 用说明。 2.1.2填充料:大白粉、滑石粉、石膏粉、地板黄、红土子、黑烟子、立 德粉、羧甲基纤维素、聚醋酸乙烯乳液等。 2.1.3稀释剂:汽油、煤油、松香水、酒精、醇酸稀料等与油漆相应配套 的稀料。 2.1.4各色颜料应耐碱、耐光。 2.2主要巩具: 2.2.1一般应备有高凳、脚手板、半截大桶、小油桶、铜丝箩、橡皮刮板、 钢皮刮板、笤帚、腻子槽、开刀、刷子、排笔、砂纸、棉丝、擦布等。 2.3作业条件
格式:pdf
大小:10KB
页数:4P
人气:68
4.7
钢制件的表面发黑、表面磷化、表面镍磷镀 钢制件的表面发黑处理,也有被称之为发蓝的。发黑处理现在常用的方法有传统 的碱性加温发黑和出现较晚的常温发黑两种。但常温发黑工艺对于低碳钢的效果 不太好。a3钢用碱性发黑好一些。碱性发黑细分出来,又有一次发黑和两次发 黑的区别。发黑液的主要成分是氢氧化钠和亚硝酸钠。发黑时所需温度的宽容度 较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时 间有些长短而已。实际操作中,需要注意的是工件发黑前除锈和除油的质量,以 及发黑后的钝化浸油。发黑质量的好坏往往因这些工序而变化。金属“发蓝” 药液 采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表 面被腐蚀,此处理过程称为“发蓝”。黑色金属表面经“发蓝”处理后所形成的 氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。一、碱性氧化法“发蓝” 药液 1
格式:pdf
大小:11KB
页数:4P
人气:68
4.5
钢制件的表面发黑处理,也有被称之为发蓝的。 发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。 但常温发黑工艺对于低碳钢的效果不太好。 a3钢用碱性发黑好一些。 碱性发黑细分出来,又有一次发黑和两次发黑的区别。 发黑液的主要成分是氢氧化钠和亚硝酸钠。 发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面, 只是所需时间有些长短而已。 实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。发黑质 量的好坏往往因这些工序而变化。 金属“发蓝”药液 采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处 理过程称为“发蓝”。 黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚 铁。 一、碱性氧化法“发蓝”药液 1.配方:硝酸钠50~100克
文辑创建者
我要分享 >
职位:二级结构工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐