矩形花键铣刀
2025-01-18
个人资料整理 仅限学习使用 1 / 17 目录 1. 前言 1 . 1 矩 形 花 键 拉 刀 设 计 — — — — — — — — — — — — — — — — — 3 1 . 2 . 矩 形 花 键 铣 刀 设 计 — — — — — — — — — — — — — — — — — 4 2.矩形花键拉刀设计 2 . 1 0 选 择 刀 具 材 料 及 热 处 理 硬 度 — — — — — — — — — — — — — — 4 2 . 1 1 拟 订 拉 削 余 量 切 除 顺 序 和 拉 削 方 式 — — — — — — — — — — — — 4 2 . 1 2 选 择 切 削 齿 几 何 参 数 — — — — — — — — — — — — — — — — 5 2 . 1 3 确 定 校 准 齿 直 径 , 倒 角 齿 不 设 校 准 齿 — — — —

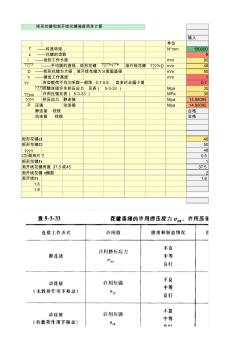
输入 单位 t——传递转矩,n*mm180000 z——花键的齿数8 l——齿的工作长度mm90 ——平均圆的直径,矩形花键渐开线花键mm48 d——矩形花键为大径,渐开线花键为分度圆直径mm50 h——键齿工作高度mm1 各齿载荷不均匀系数一般取0.7-0.8,齿多时去偏小值0.7 花键连接许永挤压应力,见表(5-3-33)mpa35 许用压强见表(5-3-33)mpa30 挤压应力静连接mpa14.88095 p压强动连接mpa14.88095 静连接校核合格 动连接校核合格 矩形花键d46 矩形花键d50 48 c为倒角尺寸0.5 矩形花键h1 渐开线花键角度37.5或4537.5 渐开线花键m模数
矩形花键套加工工艺规程及夹具设计
编辑推荐下载
格式:pdf
大小:286KB
页数:3P
人气:60
 4.3
4.3
 传动轴套管叉矩形花键孔综合塞规的设计
传动轴套管叉矩形花键孔综合塞规的设计 企业在成批生产中,生产现场对矩形花键孔的检验常采用综合检验,即用综合塞规检验实际尺寸和形位误差的综合影响。这就要求计量器具的尺寸和公差带设计要合理。本文就汽车传动轴套管叉矩形花键孔综合塞规的改进设计进行了论述,重点阐明计量器具公差带设计的重要性。
格式:pdf
大小:1.2MB
页数:10P
人气:60
4.3
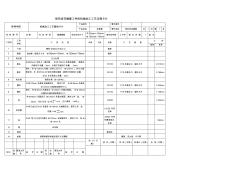
矩形齿花键套工件的机械加工工艺过程卡片 蚌埠学院机械加工工艺路线卡片 产品型号零件图号1 产品名称变速箱零件名称矩形齿花键套共1页第1页 材料牌号45钢毛坯种类普通模锻毛坯外形尺寸 φ5059mmmm φ12518mmmm 每毛坯件数2万件每台件数1备注 工序号 工名 序称 工序内容车间工段设备工艺装备 工时 准终单件 1下料棒料φ80mm×90mm锯床 2锻造自由锻,锻造尺寸为φ5061mmmm、φ12518mmmm锻床 3热处理正火处理 4粗车 夹φ45mm毛坯上一端外圆,车φ120mm外圆及端面,直径方 向留加工余量3mm,长度方向留加工余量3mm。 c6132p10外圆车刀、游标卡尺2.013min 5粗车 倒头,夹φ120m
热门文档 矩形花键铣刀

格式:pdf
大小:1.3MB
页数:2P
人气:60
4.6
数控花键铣床中滚刀自动窜刀的电气设计 在数控花键铣床中,使用的刀具是滚刀,滚刀有很多排齿,切削花键时只使用一排齿,当一排齿切削寿命到后需窜刀使用另一排齿,本文介绍自动窜刀的电气设计过程。
格式:pdf
大小:95KB
页数:4P
人气:60
4.4
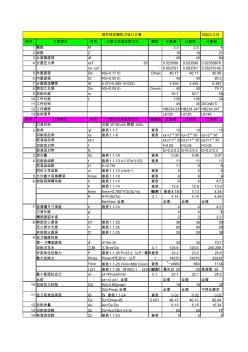
渐开线花键拉刀设计计算1800c-216 序号计算项目符号计算公式或选取方法精度计算例计算例计算例 1模数m2.52.54 2齿数z161621 3分度圆直径df404084 4分圆压力角αf300.5235990.5235990.52359878 invαf0.0537510.0537510.05375149 5外圆直径de46(+0.170)dmax46.1746.1790.06 6内圆直径di40(+0.050)404080.2 7分圆弧齿槽宽sf5.37(+0.085+0.035)5.4555.4556.383 8预加工孔径do40(+0.050)domin404079.7 9拉削长度lo50.750.750 10工件长度l138138
格式:pdf
大小:941KB
页数:4P
人气:60
4.7
钻井泵人字齿轮采用指形铣刀加工 以zy3nb-1300型钻井泵的人字齿轮为研究对象,在借鉴国内外先进制造技术的基础上,从齿轮加工机床、加工图样、刀具种类及应用范围、提高表面质量途径以及工装设计等方面进行了总体分析,确定了人字齿轮的加工难点及在y31200b滚齿机上用指形齿轮铣刀铣齿的加工方案。并针对本企业的实际情况,将指形齿轮铣刀的几何形状及结构、刀具材料的选择、切削用量的选择、切削液的选择等方面作为主要研究方向,提出了人字齿轮采用指形铣刀的加工方法。
格式:pdf
大小:1.1MB
页数:36P
人气:60
4.7
北华航天工业学院毕业论文 毕业设计报告(论文) 报告(论文)题目:等螺旋角锥形铣刀的加工工艺 作者所在系部:机电工程学院 作者所在专业:飞行器制造工程 作者所在班级:b131311 作者姓名:吴忠得 作者学号:201321749 指导教师姓名:蒋放 完成时间:2017年6月1日 北华航天工业学院教务处制 北华航天工业学院毕业论文 若想大致了解本文的思路,可以首先看看第4章传动比的 分配及非园齿轮啮合节线圆的仿真 本文真正做到了,按照某一把等螺旋角锥形铣刀的技术要 求,求出了各级传动比,其中包含非园齿轮的传动比以及园 齿轮啮合节线圆的仿真。 北华航天工业学院毕业论文 北华航天工业学院 本科生毕业设计(论文)原创性及知识产权声明 本人郑重声明:所呈交的毕业设计(论文) 是本人在指导教师的指导下,独立进行研究工作取得的成果。除文中
精华文档 矩形花键铣刀
格式:pdf
大小:217KB
页数:1P
人气:60
4.6
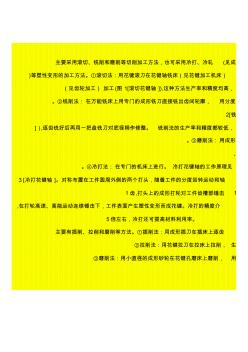
主要采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧(见成 )等塑性变形的加工方法。①滚切法:用花键滚刀在花键轴铣床(见花键加工机床) (见齿轮加工)加工(图1[滚切花键轴]),这种方法生产率和精度均高, 。②铣削法:在万能铣床上用专门的成形铣刀直接铣出齿间轮廓,用分度 2[铣 ]),逐齿铣好后再用一把盘铣刀对底径稍作修整。铣削法的生产率和精度都较低, 。③磨削法:用成形 、 。④冷打法:在专门的机床上进行。冷打花键轴的工作原理见 3[冷打花键轴]。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴 1齿,打头上的成形打轮对工件齿槽部锤击1 ,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介 5倍左右,冷打还可提高材料利用率。 主要有插削、拉削和磨削等方法。①插削法:用成形插刀在插床上逐齿 ②拉削法:用花键拉刀在拉床上拉削,
格式:pdf
大小:66KB
页数:1P
人气:60
4.5
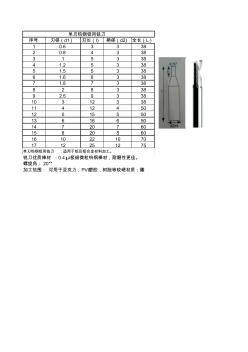
单刃钨钢铝用铣刀 序号刃径(d1)刃长(i)柄径(d2)全长(l) 10.63338 20.84338 315338 41.25338 51.55338 61.66338 71.87338 828338 92.59338 10312338 11412450 12515550 13616650 14720760 15820860 1610221070 1712251275 单刃钨钢铝用铣刀:适用于铝及铝合金材料加工。 铣刀优质棒材:0.4μ极细微粒钨钢棒材,耐磨性更佳。 螺旋角:20° 加工范围:可用于亚克力,pvc塑胶,树脂等较硬材质;雕
格式:pdf
大小:270KB
页数:3P
人气:60
4.8
矩形箱涵顶管掘进机刀盘仿形组合形式的研究 矩形箱涵顶管掘进机主要用于公路立交涵洞建设。本文从立交涵洞建设的特点出发,分析不同刀盘组合对工程质量的影响,提出了多刀盘仿形组合的新思路。
格式:pdf
大小:912KB
页数:5P
人气:60
4.4
第5讲 新型木工套装铣刀 切削加工是木材工业生产中最基本、最广泛、最重要的工艺之一,它直接影响工业生产的效率、成本和能源消耗。随着木材工业发展,各种木质材料、木塑材料、秸秆人造板、贴面板、集成材(含竹子集成材),尤其是三聚氰胺浸渍纸贴面板、pvc贴面板、al_2o_3强化地板、亚克力(acrylic)等材料越来越多地用于家
最新文档 矩形花键铣刀
格式:pdf
大小:56KB
页数:1P
人气:60
4.7
可重磨大直径螺纹铣刀设计 随着产品市场的拓展,我公司曾遇到一些大型零件的螺纹加工,如m80×6深150mm的大直径螺纹孔,传统的螺纹车削和丝锥、板牙的应用已无法满足生产需要。采用螺纹铣削,与丝锥相比,刀具切削力大幅降
格式:pdf
大小:430KB
页数:3P
人气:60
4.8
不锈钢强力锯片铣刀 一、不锈钢铣削特点不锈钢的机械特性差,在铣削过程中是一种难加工材料,其主要表现在下列几方面:1.材料韧性和高温强度高,铣削过程中切削力大,切削变形条件差,切屑不易切离;2.切屑粘附性强,铣削过程中易产生积屑瘤,从而引起切削条件的恶化;
格式:pdf
大小:1.8MB
页数:3P
人气:60
4.6
超硬木工成型铣刀参数的优化设计 研究了超硬木工成型铣刀参数的优化设计方法。根据角度参数和直径间关系建立了目标函数和约束函数,采用复合形法求解优化数学模型,通过实例说明了该方法的可行性。
格式:pdf
大小:573KB
页数:5P
人气:60
4.6
齿轮盘铣刀后刀面多轴联动数控磨削仿真 设计直纹面组合刀头,对盘形齿轮铣刀后刀面的数控磨削加工进行仿真。首先根据后刀面设计的理论公式,提出参数化设计方法,给出了在不同前后角参数下后刀面磨削点坐标计算公式及uv网坐标。分析、计算出磨削过程中对应的旋转轴数据,并推导出砂轮半径补偿计算公式。然后,用曲率方法分析磨削时的局部干涉现象,推导出避免局部干涉的砂轮半径可选择范围。最后基于vc、opengl平台给出了后刀面网格图和砂轮中心加工运动轨迹图。
格式:pdf
大小:167KB
页数:3P
人气:60
4.6
内螺纹加工铣刀的直径选择分析 以理论分析为手段,确定了内螺纹加工铣刀可用的直径范围,并对该范围内最佳直径的选择进行了分析,为生产实践中内螺纹铣刀直径的选择提供了参考。
格式:pdf
大小:119KB
页数:2P
人气:60
4.5
小矩形花键分度误差的测量方法探讨 本文介绍了小矩形花键分度误差的检测方法、分度误差的计算及其不确定度分析。
格式:pdf
大小:247KB
页数:未知
人气:60
4.6
矩形花键滚刀齿形代用圆弧新的设计方法 主要介绍了矩形花键滚刀齿形的代用圆弧的3种计算方法及误差的计算,同时对矩形花键滚刀的代用圆弧新的设计方法的原理及计算方法进行了详细的说明。
格式:pdf
大小:57KB
页数:1P
人气:60
4.6
用于精铣铸铁零件的面铣刀 在需要大批量加工铸铁零部件的行业(如乘用车和商用车制造业),非常需要能满足特定加工要求,并保持铣削接合面完整性的高效精铣刀。例如,在铣削发动机缸盖、曲轴箱或变速箱外壳的接合面时,为了缩短加工时间,人们希望提高切削效率,且通过一次加工就能满足最严苛的表面质量要求。为确保发动机或变速箱在使用多年后仍能可靠地持续运行,其接触表面必须非常平整。
格式:pdf
大小:206KB
页数:未知
人气:60
4.8
木工单片指接铣刀设计 在人们对家具档次要求越来越高的今天,实木家具以其无可替代的优势占据着家具市场的高端领域,然而天然林木资源的紧缺严重制约着实木家具的原料来源。为了节约材料,同时又要满足家具对大块木料的特殊要求,目前的实木家具大多采用拼接材料,而拼接的方式,又大多采用指接法,因为指接法具有加工拼接容易,互换性好,拼接牢固,成本低的明显优势。见图1
格式:pdf
大小:72KB
页数:未知
人气:60
4.6
加工铸铁铸钢工件的高效正面铣刀 日本住友电气工业于2010年6月23日上市“sec—dnx”型、“sec—dnh”型、“sec—dnhs”型可高效加工铸铁及铸钢工件的刀头更换式正面铣刀的刀体以及用于这些刀体的刀片。该产品适用于加工汽车及船舶的发动机部件、汽车的车底部件、机床及产业设备的基础部分等形状复杂的大尺寸部件。
文辑创建者
我要分享 >
职位:建筑电气工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐