中宁黄河特大桥钢桁梁中厚板焊接工艺
2024-06-27
对国产桥梁用钢Q370qE进行了焊接工艺研究,通过对16~36mm中厚板的各种焊接接头型式的焊接工艺试验,总结出了Q370qE中厚板焊接工艺参数,可供类似工程参考。

 洛河大桥钢梁焊接工艺研究
洛河大桥钢梁焊接工艺研究 针对洛河大桥加固钢梁所用的q345qe钢进行焊接分析和研究,对各种焊接接头和焊接方法进行了焊接工艺评定试验,确定其预热温度和焊接工艺。各项性能试验结果表明,所用焊接材料匹配合适,焊接工艺参数合理,各项力学性能指标满足设计和相关规范要求,不但提高了焊接接头的低温冲击韧性,还有效保证了韧强比,使产品焊接接头有良好的抗脆断性能。
第1页 上海华东铁路建设监理有限公司上海金山铁路改建工程监理站qc小组 春申特大桥钢桁梁拼装及转体监理 上海华东铁路建设监理有限公司上海金山铁路改建工程监理站qc小组 第2页 上海华东铁路建设监理有限公司上海金山铁路改建工程监理站qc小组 一、工程概况 1、概述 春申特大桥属于上海金山铁路改建工程i标段,由铁道部 第四勘测设计院设计,中铁二十局集团负责组织施工。桥中心 铁路里程hydk001+399,与既有沪昆铁路相交16°,位于上海 市松江区境内,全桥位于曲线上。96m钢桁梁主桁类型为无竖杆 整体节点平行弦三角桁架下承式钢桁结合梁,主桁宽6.6m,主 桁跨度96m,全长98m,桁高12.8m,横桥向支座中心距为6.6m。 由主桁、横梁、上平纵联、桥门架及横联、桥面板等附属设施 等部分组成。 钢桁梁主体钢结构总重815t。 2、现场周边环境 春申特大桥
编辑推荐下载
格式:pdf
大小:333KB
页数:30P
人气:88
 4.4
4.4
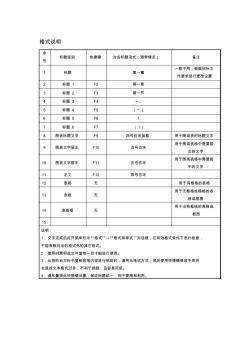
格式说明 序 号 标题级别快捷键对应标题形式(通常情况)备注 1标题第一篇 一般不用,根据招标文 件要求进行更改设置 2标题1f2第一章 3标题2f3第一节 4标题3f4一、 5标题4f5(一) 6标题5f61. 7标题6f7(1) 8图表标题文字f9四号仿宋加粗用于图或表的标题文字 9图表文字居左f10五号仿宋 用于图或表格中需要居 左的文字 10图表文字居中f11五号仿宋 用于图或表格中需要居 中的文字 11正文f12四号仿宋 12表格无用于有框格的表格 13表框无 用于无框格或暗格的表 格或框图 14表暗框无 用于没有框线的表格或 框图 15 说明: 1.文字完成后打开菜单栏中“格式”→“格式和样式”对话框,在有效格式条件下进行检查, 不能有除列出的格式外的其它格式。 2.使用时需
格式:pdf
大小:198KB
页数:14P
人气:88
4.6

15crmo钢中厚板焊接工艺评定 王学军 摘要:15crmo钢是珠光体组织耐热钢。根据焊接质量要求,对15crmo中厚板的 焊接工艺进行了研究,通过进行焊接工艺评定试验,确定了焊接工艺。 关键词:低合金耐热钢中厚板焊接工艺 我公司承制的上都电厂二期3#、4#锅炉钢架工程在el44500标高层有17件板拼箱 形梁,材质为15crmo钢,板材厚度由6~40mm,覆盖绝大部分中厚板。这些构件处在受 热面部位,工作温度高达500℃。为了保证焊接质量,手工电弧焊选用了e5515-b2型焊条, 埋弧自动焊选用了h13crmoa+sj101焊接材料进行了焊接工艺评定试验,为构件施焊提供 了可靠的焊接工艺数据。现以32mm厚钢板对接焊缝为例对焊接工艺评定过程进行阐述。 1.15crmo钢的焊接性 15crmo钢系珠光体组织低合金耐热钢,在高温下具有较高的热
热门文档 中宁黄河特大桥钢桁梁中厚板焊接工艺
格式:pdf
大小:1.5MB
页数:3P
人气:88
4.8
特大桥钢桁梁吊装施工技术分析 特大桥钢桁梁吊装施工工艺技术在跨江跨海工程施工中不可控因素多,质量管控薄弱环节较隐蔽,鉴于此,依据笋溪河特大桥钢桁梁吊装施工工艺技术为载体,分析了特大桥钢桁梁吊装施工关键技术及质量控制要点,可为轨道交通、高速公路等交通基础建设和同类跨江跨海工程施工项目提供借鉴经验和技术参考。
格式:pdf
大小:223KB
页数:14P
人气:88
4.5

1.1.1.钢桁梁施工方法及工艺 本线路为跨越东海河设臵南畔中桥,孔跨布臵为1-64m单线道砟 桥面简支钢桁梁。根据实际情况钢桁梁采用拖拉法架设就位进行施工。 钢桁梁拖拉法施工主要工序为搭设拼装及拖拉支架、钢梁拼装、 拖拉就位后调整落梁及桥面砼施工等,工艺流程见图2-2.2-18。 图2-2.2-18钢桁梁拖拉法施工工艺流程图 1.1.1.1.施工准备 1.1.1.1.1.施工场地准备 杆件装卸、场内移位以及膺架搭设吊装采用一台qy25,杆件拼 装采用一台qy50汽车吊,用一台加长运输车转运杆件,在杆件吊装 搭设钢梁拼装平台、膺架 安装拖拉设施 安装导梁 钢梁拖拉 拼装平台上拼装钢梁钢梁预拼 钢梁制造、运输 布臵牵引设备 钢梁就位、高强螺栓施拧拆除导梁 钢梁调整落梁 拆除支架、附属工程施工 布臵拖拉支架 施工准备 和转运过程中要对杆件进行护角保护,防止损伤杆件。
格式:pdf
大小:36KB
页数:5P
人气:88
4.6
浅谈铁路钢桁梁桥 摘要:本文通过查阅整理国内外相关资料,总结阐述了钢桁梁桥的特点、发展情 况、施工方法及未来发展趋势,并对现今用在钢桁梁桥中的整体式节点和正交异 性板进行了探索。 关键字:铁路钢桁梁桥发展情况整体式节点正交异性板 一、前言 钢桥由于其材料高强度、高弹性模量而构件相对较轻,施工比预应力混凝土 桥轻盈和方便等特点,大量使用在大中跨度的桥梁上。其中,钢桁梁桥由桁架杆 件组成,尽管整体上看钢桁梁桥以受弯和受剪为主,但具体到每根桁架杆件则主 要承受轴向力。与实腹梁相比是用稀疏的腹杆代替整体的腹板,从而节省钢材和 减轻结构自重,又由于腹杆钢材用量比实腹梁的腹板有所减少,钢桁梁可做成较 大高度,从而具有较大的刚度及更大的跨越能力。本文通过查阅整理国内外相关 资料,总结阐述了钢桁梁桥的特点、发展情况、施工方法及未来发展趋势,并对 现今用在钢桁梁桥中的整体式节点
精华文档 中宁黄河特大桥钢桁梁中厚板焊接工艺

格式:pdf
大小:55KB
页数:9P
人气:88
4.7
2016全新精品资料-全新公文范文-全程指导写作–独家原创 1/9 大桥钢桁梁安装工艺步骤 大桥钢桁梁安装工艺步骤提要:钢桁梁的运输、起吊正交异性桥 面板钢桁梁各节段预拼好后,用1000t铁驳运至桥位处缆索吊下指定 的位置 大桥钢桁梁安装工艺步骤 (1钢桁梁节段组装及预拼 正交异性板钢桁梁节段组装及预拼在工厂完成,然后再将整体节 段运至工地吊装连接。组装及预拼在胎架上一体化连续匹配进行,每 次组装及预拼不少于3个节段。组装检查合格后出厂。为了加强节段 在运输和吊装过程中的稳定性,每个节段增加1组临时连接板,以构 成封闭的三角形。 考虑到轻轨轨道梁较重,可与正交异性桥面板钢桁梁节段同期安 装,分两次吊装。轨道梁安装具体作法为:先安装钢桁梁就位,再把 轨道梁吊装在钢桁梁的下平联上,一端固定在已拼好的下横梁上,另 一端悬挂于上弦杆的稳定的位置上。 (2
格式:pdf
大小:629KB
页数:7P
人气:88
4.3
徒骇河特大桥64m单线简支钢桁梁施工技术 介绍徒骇河特大桥1~64m单线简支钢横梁的施工全过程,将该钢桁梁桥的具体施工方案和施工步骤进行详细的阐述,针对施工中关键环节的施工流程和工艺进行概括,徒骇河特大桥1~64m单线简支钢横梁的施工通过上述方案得以圆满完成,可为同类桥梁施工做参考。
格式:pdf
大小:111KB
页数:2P
人气:88
4.7
小直径中厚板压力容器的焊接工艺 某单位承揽了制造浮头式换热器的制造任务。三台浮头式换热器设计工作压力均为2.5mpa、设计工作温度200℃、工作介质为除氧水。每台换热器由壳体、管箱、浮头三部分组成,共有环焊缝25道、纵焊缝15道,
格式:pdf
大小:525KB
页数:3P
人气:88
4.7
宁波甬江特大桥钢横梁焊接工艺及其变形控制 宁波市甬江特大桥为双塔四索面叠合梁斜拉桥,斜拉桥由纵梁、横梁及小纵梁共同组成钢梁格体系,就中横梁现场制作工艺及焊接控制技术进行了阐述,并对其可行性进行论证。
最新文档 中宁黄河特大桥钢桁梁中厚板焊接工艺
格式:pdf
大小:1011KB
页数:3P
人气:88
4.7
澳门美高梅路氹酒店项目钢结构制作采用欧标en1090-2—2011标准,原材料使用en10025-2标准中的s355j0-z25钢,最大钢板厚度为150mm,制作难度非常大。针对超厚板钢构件的焊接工艺,文中以bh850mm×850mm×150mm×150mm截面的钢结构构件为例进行探讨。
格式:pdf
大小:439KB
页数:2P
人气:88
4.4
厚板钢材焊接工艺 控制低合金高强度钢的焊接质量一直是制造商关注的焦点,武船重工结合多年的工作经验,在多次实际工作中,严格控制焊接过程,优化工艺,有效地保证了焊接质量,减少返修,大大提高了生产效率。
格式:pdf
大小:259KB
页数:13P
人气:88
4.3

杆件预拼检验批质量验收记录表 03012201□□□ 单位工程名称 分部工程名称钢桁梁 分项工程名称杆件预拼验收部位 施工单位项目负责人 施工质量验收标准名称及编号《铁路桥涵工程施工质量验收标准》tb10415—2003 施工质量验收标准的规定施工单位检查评定记录 监理单位 验收记录 主 控 项 目 1杆件、零件的规格、质量第12.2.1条 2栓接板栓接板系数试验第12.2.2条 3高强度螺栓连接副质量第12.2.3条 4杆件预拼第12.2.4条 5高强度螺栓连接副施拧第12.2.5条 6板束的板层缝隙第12.2.6条 7磨光顶紧接点预拼第12.2.7条 一 般 项 目 1 允 许 偏 差 ( mm ) 两片纵梁间距±1 2 两片纵梁平面 对角线 ±2 施工单位检查 评定结果 专职质量检查员
格式:pdf
大小:155KB
页数:未知
人气:88
4.5
跨胶济铁路特大桥钢桁梁拖拉施工工艺研究 拖拉施工技术作为钢桁梁施工中非常重要的一项施工技术,其自身具有跨度大以及桥面宽、自重大等特点,施工难度比较大。青盐铁路胶济胶黄联络线跨胶济铁路特大桥的钢桁梁采用了拖拉施工法进行架设。钢桁梁桥墩和临时支墩施工时均为(邻近)营业线施工,施工时间短,效率低,施工难度大,安全压力大。文章就以青盐铁路胶济胶黄联络线工程跨胶济铁路特大桥钢桁梁拖拉施工工艺为主要研究对象,对施工当中所用的滑道系统、支撑体系、牵引系统、纠偏以及落梁等关键的技术进行了深入的系统研究,施工过程中依托qc小组持续攻关,研究成果取得了满意的效果。
格式:pdf
大小:397KB
页数:未知
人气:88
4.4
正交异性板道砟桥面钢桁梁设计 以96m正交异性板道砟桥面钢桁梁为研究对象,根据主桁下弦杆为拉弯构件的受力特点,设计中适当增大主桁下弦杆的竖向抗弯刚度。通过取消传统的钢混组合式道砟槽板,采用新型mma防水体系+cap轻质垫层+钢挡砟墙桥面系布置,减小二期恒载30%以上,有效减小了主桁用钢量。为了解决正交异性钢桥面板活载加载计算工作量大的问题,提出了正交异性板桥面系虚拟影响面加载法。钢桁梁的各项刚度指标分析结果表明:本桥具有较大的整体刚度,满足200km/h的列车行车速度要求。结合桥址实际情况,在钢桁梁小夹角上跨既有铁路状况下,采用转体施工法进行钢桁梁架设。
格式:pdf
大小:92KB
页数:未知
人气:88
4.4
船用钢厚板焊接工艺探讨 随着现代船舶制造行业的发展,船用高强度钢厚板也被应用到船体结构之中。本文通过对船用高强度钢厚板焊接工艺进行探讨,归纳出在实际生产之中运用高强度钢厚板的焊接工艺方法。
格式:pdf
大小:95KB
页数:未知
人气:88
4.6
浅析船用钢厚板焊接工艺 随着科学技术的快速发展,船用钢厚板焊接工艺设计十分重要.其能够让整体的焊接质量得到相应的提升.本文主要针对船用钢厚板焊接工艺进行相应的分析,并提出了相应的优化措施.
文辑创建者
我要分享 >
职位:交通造价主任工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐