碳C :0.95~1.05
硅Si:0.20~0.40
锰 Mn:0.45~0.75
铬 Cr:4.75~5.00
钼 Mo:2.00
钒 V: 0.28
-

选择特殊符号
选择搜索类型
请输入搜索
中国GB标准牌号Cr5Mo1V、德国DIN标准材料编号 1.2363、德国DIN标准牌号X100CrMoV51、英国BS标准牌号BA2、法国AFNOR标准牌号Z100CDV5、意大利UNI标准牌号 X100CrM0v51KU、瑞典SS标准牌号2260、西班牙UNE标准牌号x100CrM0v5、日本 JIS 标准牌号 SKD12、美国 AISI/SAE 标准牌号 A2、瑞典一胜百(ASSAB) 标准牌号 XW-10。
退火或冷拉态, 硬度≤248HBW。
A2是美国高韧性耐磨工具钢, 属风硬型钢。该钢碳的质量分数约为1%, 经热,处理后硬度可达 57~62HRC, 铬的质量分数约5%, 经打磨后钢材表面光泽较暗, 耐蚀性优良, 延展性极强, 模具刃口的耐损性较好。该钢的淬透性良好, 碳化物分布均匀, 具有一定的冲击腑和较好的耐磨性。具有良好的空淬性能, 空淬后尺寸变形小,碳化物均匀细小, 耐磨性好。
关键字:模具钢牌号 根据《钢铁产品牌号表示方法》GB221-2000的规定,我国钢铁产品牌号一般采用汉语拼音字母、国际化学元素符号及阿拉伯数字结合起来表示。 1碳素结构钢的具体牌号...
模具钢大致可分为(冷作模具钢)、(热作模具钢)和(塑料模具钢)3类冷作模具钢有9SiCr、9CrWMn、CrWMn热作模具钢有5CrMnMo、5CrNiMo、4Cr5MoSiV、3Cr2W8V塑料模具...
模具钢大致可分为(冷作模具钢)、(热作模具钢)和(塑料模具钢)3类冷作模具钢有9SiCr、9CrWMn、CrWMn热作模具钢有5CrMnMo、5CrNiMo、4Cr5MoSiV、3Cr2W8V塑料模具...
A2是在SKD11(Cr12Mo1V1)基础上改进的冷作模具钢,常规热处理条件下,残余奥氏体几乎全部分解,一般可省略深冷处理,在较强硬度下仍可保持较高的韧性。
一实验设计
A2经1040℃ 淬火和520~530℃高温回火后,硬度HRC可达60~62,韧性为Cr12Mo1V1的两倍,是目前常用的冷作模具钢中最高的,且切削性、磨削性较好,电加工变质层残余应力小,残余奥氏体极少,碳化物细小并分布均匀。
因模具受力情况较复杂,有些模具工作零件需具备一些特殊的力学性能,若按标准的热处理工艺往往无法达到理想的工作性能要求,需通过热处理对硬度、韧性和耐磨性等基本特性作适当调整,以达到模具最佳工作状态.淬火温度和回火温度则是热处理的主要工艺参数,本文着重研究A2的回火特性。
二实验设计
实验中,对A2热处理规范略作一些变化,适当调整了淬火温度,回火温度取6档,即100℃ ,200℃ ,300℃ ,400℃ ,500℃ ,600℃。100℃回火选用101-2型干燥箱进行加热,其余采用SX-25-12型箱式电阻炉加热,每个回火温度取两个试样。
硬度测试选用金属洛氏硬度试验,在常温下进行,采用HBRVU-187.5型布洛维光学硬度计。
冲击试验采用10mm×10mm×55mm无缺口试样,在JB30B冲击试验机上进行,冲击能量为0.3 KN.m或0.15 KN.m。
实验结果与分析
⒈硬度值
对每个试样各取3个不同位置点测硬度,得出各回火温度下的硬度值,综合各试样的硬度值,A2在100~500℃回火时,硬度值变化并不大;在400℃中温回火时硬度略高,标准热处理回火后的硬度峰值一般在520℃左右;在600℃ 高温回火后,硬度大幅下降,平均HRC硬度值仅为52.4,故回火温度不宜太高。
⒉冲击韧性
回火后,磨去试样表面的氧化脱碳层,测出不同回火温度下各试样的冲击值,综合各试样的冲击值,DC53在200℃回火时,平均冲击值达到60 J/cm2以上.在500℃回火时,冲击韧性较差,表现出一定的高温回火脆性.600℃以上回火冲击韧性很好,但硬度大为下降,达不到使用要求.
实验结果表明,A2总体回火稳定性较好,在一定回火温度范围内,硬度和冲击值变化不大;在400~500℃回火时韧性大幅度下降,出现回火脆性现象;在600℃回火时,试样的韧性很高,冲击值达到85 J/cm2,但硬度大幅下降.在生产中,对于一些硬度、耐磨性要求不太高而韧性要求较高的冷作模具可采用高温回火;对硬度要求较高,同时又要具有较高韧性的冷作模具,宜采用200℃左右的低温回火.其他回火温度下的硬度和冲击值可采用合适的计算方法(如插值法、函数逼近等)预测,再用实验验证.淬火态试样中碳化物呈断续细带状分布,200℃回火后碳化物呈均匀分布,且组织内几乎不存在大块状碳化物,故韧性较好.从断口形貌看,200℃回火组织断口的解理台阶远少于淬火态试样,5000倍金相中的断口有一些小而浅的韧窝,显示其有一定的韧性.回火后,残余奥氏体转变较充分,碳化物细小并分布均匀,使韧性增加.
结论
⒈适当调整淬火温度后,A2在200℃回火时硬度和冲击韧性都较高;在400~500℃ 回火时硬度较高,韧性大幅度下降;在600℃ 回火时冲击韧性很高,硬度显著下降.
⒉形状复杂的精密冲模、修整模、冷轧辊轮等工模具宜采用低温回火工艺,以使模具工作零件获得高硬度、高韧性、耐磨性好、强度高,可有效延长模具寿命,防止过度磨损、变形、开裂等早期失效现象.
⒊受冲击载荷较大的复杂模具可采用低淬高回工艺,以得到较高的冲击韧性,防止模具产生脆性断裂现象
碳C :0.95~1.05
硅Si:0.20~0.40
锰 Mn:0.45~0.75
铬 Cr:4.75~5.00
钼 Mo:2.00
钒 V: 0.28
●精密冲压模 。
●线切割加工的精密冲裁模及各种用途冲压模 。
●难加工材料的塑性变形用工具 。
●冷锻、深拉和搓丝用模 。
其他
●高速冲裁冲头、不锈钢板冲头 。
●拉伸模,卷边模,压花模,磨损性塑料成型模。
●出厂状态:HB230-250
2、 韧性度是SKD11的两倍。A2的韧性在冷作模具钢中较为突出,因此,用A2制造的很少出现裂纹和崩裂,大大提高了使用寿命。
3、 线切割加工后的残余应力,经高温回火减少了残余应力。因此,大型模具和要求精密之模具在线切割加工后的裂纹和变形得到抑制。
4、 切削性超过SKD11。A2的切削性优于SDK11。因此,使用A2可增加模具寿命和减少加工工序。 用途:冲栽模具/冷作成型模具/冷拉模具/成型轧辊/冲头/线切割加工的精密冲裁及各种用途冲压模/难加工材料的塑性变形用具。
实用特性:
(1)被切削性,被研磨性良好。 被切削性,被研磨性皆比SKD11优秀,所以加工工具寿命较长,加工工时数较省。
(2)在热处理上之优点 淬火硬化能比SKD11高,所以可改善真空热处理时硬度不足之缺陷。
(3)在线切割加工上之优点 藉高温回火可减轻残留应力及消除残留沃斯田铁,能防止线切割加工产生龟裂、变形之困扰。
(4)在表面硬化处理上之优点 表面硬化处理后表面硬度比SKD11高,因此可提高模具性能。
(5)在修补焊接作业上之优点 由于预热及后热温度均比SKD11低,所以修补焊接作业较简便。 特点:通用冷作模具钢,高硬度,高韧性。
淬火温度(950±10)°C,油冷, 回火温度(230±10)°C, 硬度61HRC。
1) 拉深模、卷边模及压花模。
2) 切削工具。
3) 应用于热固性塑料模、整体淬硬型模具。

 常用模具钢牌号.
常用模具钢牌号.
常用模具钢牌号.
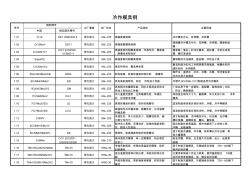
中国 相应国外牌号 1.01 Cr12 D3/1.2080/XW-5 球化退火 HB﹤235 高强度高铬钢 冷冲模及冲头、拉伸模、冷挤模 1.02 Cr12MoV ED11 球化退火 HB﹤235 高强度耐磨高铬钢 高耐磨冷冲模及冲头、拉伸模、冷挤模、陶瓷制品 模 1.03 Cr12Mo1V1 D2/1.2379/XW- 41/SKD11 球化退火 HB﹤235 高强度韧性耐磨高铬钢,淬透性好、硬度高 、耐磨性和韧性好 重承载(复杂)的冲压模具、搓丝模,冷挤压成型 模、螺钉滚齿板 1.04 SuperD2 球化退火 HB﹤235 高强度韧性耐磨高铬钢 重承载的冲压模具、搓丝模,冷挤压工具 1.05 Cr12MoVCo 球化退火 HB﹤235 高抗热烈性,模具寿命高 最宜制造冷轧机工作辊等要求高强度、耐磨性和淬 透性好的 冷作模具 1.06 65Cr4W3Mo2VNb 65Nb 球化退火
 模具钢牌号
模具钢牌号
模具钢牌号
德国部分合金钢牌号如下: S185 S235JR S235JRG1 S235JRG2 S275JR S275Jo S235J2G3 S275J2G4 S355JR S355Jo S355J2G3 S355J2G4 S355K2G3 S355K2G4 E295 E355 E360 德国部分工具钢牌号如: C70W1 1.1520 C80W1 1.1525 C105W1 1.1545 C110W1 1.1554 C125W111.1563 C135W1 1.1573 C70W2 1.1620 C80W2 1.1625 C105W2 1.1645 C45W 1.1730 C60W 1.1740 C67W 1.1744 C75W 1.1750 C55W 1.1820 C85W 1.1830 德国的工具钢 : 1.2709 1.2703 1.2631 1.2604 1.2601 1.2562
(C碳:0.95-1.05) (Si硅:0.20-0.40) (Mn锰:0.45-0.75) (Cr铬:4.75-5.00) (Mo钼:0.90-1.40) (V钒:0.40)
描述:冷作模具钢A2
1.A2热处理后硬度高于SKD11,高温(500-520℃)回火后可达60-62HRC高硬度,在强度方面超过SKD11。
2.韧性度是SKD11的两倍。A2的韧性在冷作模具钢中较为突出,因此,用A2制造的很少出现裂纹和崩裂,大大提高了使用寿命。
3、 线切割加工后的残余应力,经高温回火减少了残余应力。因此,大型模具和要求精密之模具在线切割加工后的裂纹和变形得到抑制。
4、 切削性超过SKD11。A2的切削性优于SDK11。因此,使用A2可增加模具寿命和减少加工工序。 用途:冲栽模具/冷作成型模具/冷拉模具/成型轧辊/冲头/线切割加工的精密冲裁及各种用途冲压模/难加工材料的塑性变形用具。
产品类别 平板彩印机 墨水配置 连续供墨150ML/瓶(Y,M,C,LM,LC,LK,LLK,PK,MK)
最高分辨率 2880*1400DPI
打印速度 A2(2880DPI) 约5分钟
打印方式 非接触式喷墨打印(微压电打印技术)
打印方向 智能单/双向打印
打印精度 制定打印长度 /-0.2%
喷头配置 1440个喷嘴(180喷嘴*8墨盒)
最小墨滴尺寸 1.5微微升
颜色配置 Y(T5814)黄色;LM(T5816)淡洋红;LC(T5815)淡青;M(T5813)洋红;C(T5812)青;LLK(T5819)淡淡黑;LK(T5817)淡黑;MK(T5818)粗面黑;PK(T5811)照片黑,照片黑与粗面黑自动切换
最大打印区域 431.8MM*750MM
打印可升降高度 1MM~170MM(可根据客户需求设计)
打印喷头距离 1MM~5MM
温度要求 10~35度
湿度要求 20~80%RH
环境要求 相对无尘车间
风力要求 风力切勿过大
额定电压 AC220V~240V/AC110V~120V
额定频率 50HZ~60HZ
耗电量 运行时35W
平板式
升降系统 步进电机 丝杆结合同步带
进给系统 伺服电机结合3GT意大利同步带
高度检测 集成电路全自动监控打印高度
传动配置 进口日本直线轴承
控制方式 台湾智能触摸屏
喷头保护 红外线检测自动调节
语言支持 智能触摸屏任意切换各国语言
接口配置 USB2.0(需操作系统支持,向下兼容1.1标准)10/100MB以太网接口
输入缓冲 64MB
设备规格尺寸
外形尺寸 115CM*74CM*55CM
外箱尺寸 125CM*85CM*85CM
设备净重 75KG
设备毛重 75KG
打印机驱动CD EPSONR1800驱动
产品说明书 操作指南/故障排除等
相应作图软件 Adobe Photoshop CS3,Illustrator等
USB2.0/3M/透明兰 一条
电源线1.5M 一条
专用墨水 一套150ML(Y,M,C,LM,LC,LK,LLK,PK,MK)
专用涂层 一瓶
保修卡 一份
附件 针筒50ML1支/5ML2支/20ML7支;清洗液/保湿液/传感器2个/硅胶管大小各20CM
