CGK-45全自动数控炭块双面精密铣床主要技术性能指标文献

 ZLP630吊篮主要技术说明及主要技术性能指标
ZLP630吊篮主要技术说明及主要技术性能指标
ZLP630吊篮主要技术说明及主要技术性能指标
ZLP630吊篮主要技术说明及主要技术性能指标 主要技术说明 篮体标准长度: 6 米( 3m+3m) 屋面装置 2套 : (110*50*3m— 2m) 水泥配重: 1 吨 25公斤 /块 *40 块 专用电缆: 1*100 米 (3*2.5+2*1.5 ) 专用钢丝绳: 4*50 米(Ф 9.1) 提升机: 2 台 *1.8 千 W 专用配电箱: 1 台 /套(含连接线、摇控器) 专用安全锁: LST — 20 行程开关、限位牌: 各 2 套(含连接线) 专用安全大绳: 1*50 米 专用安全锁具: 1 套 主要技术性能指标 名称 : ZLP630 型吊篮 升降速度: 9.3m/min 提升高度:
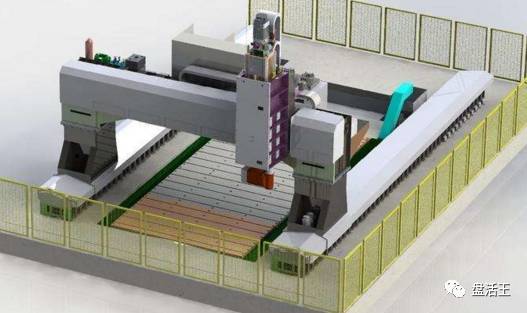
 节段拼装架桥机主要技术性能指标
节段拼装架桥机主要技术性能指标
节段拼装架桥机主要技术性能指标
HP600/40节段拼装架桥机主要技术性能指标描述 1 总体描述 1.1 概述 HP600/40 节段拼装架桥机施工方案根据广州地铁十四号线双线预制节段 梁结构图、施工流程及招标文件技术要求进行设计。该机组采用高位张拉、 整体落梁后现场湿接连续成桥的施工作业方法,可以满足广州地铁十四号线 双线预制节段梁的架设要求。 该机起重小车额定起重量 50t,可满足广州地铁十四号线预制节段梁吊装 (预制节段梁最大重量为 49t);整机下部设置横移机构,架桥机可实现变线 架设施工;通过梁片挂架配置不同宽度节段梁的吊装孔位,架桥机可实现变 宽梁的架设施工作业。 整机中支腿及前辅助辅助支腿可支撑于主梁不同位置,可满足变跨作业 要求,能实现 30m~40m跨度的施工作业。 该机可实现最小转弯半径 600m、最大坡度± 3%的桥梁架设,满足广州地 铁十四号线双线预制节段梁的线形要求。 该机主梁底部设置纵移轨道,