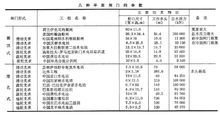
DY-618S平面磨床加工范围文献

 磨床加工方法
磨床加工方法
磨床加工方法
磨 床 加 工 方 法 工件研磨前应粗洗砂轮 ,进行工件粗磨 平面加工 平面加工分为粗加工和精加工 ,粗加工时尺寸预留 0.15-0.03mm,精加工尺寸到位 . 1. 加工前 ,应把工件毛刺打掉 ,并测其余量 . 一般工件进行对称研磨 . 2. 研磨第一面时 ,对刀后应提起 0.02mm,走一刀后再下刀研 ,磨般选择高点对刀 . 3. 根据工件薄决定研磨量及吸磁大小 . 4. 如果工件面小且厚 ,则吸磁力大 ,进入量可多 ,钽不能超过 0.1mm 5. 工件面与厚度比例比较大 ,则吸满磁 ,进刀量最多可在 0.05mm,否则工件会烧伤出现泡痕 . 研磨中要加酒精冷却 . 6. 工件面与厚度比例非常大 ,即薄形工 ,件则视情况而减小磁力 ,或吸磁后完全退磁 .此时进入 量在 0.01mm以内 ,且加酒精冷却 .如果有变形 ,则用虎钳夹住研磨 .另砂轮要洗粗一些 ,且多 洗几次
 HZ-K1610型数控龙门式平面磨床
HZ-K1610型数控龙门式平面磨床
HZ-K1610型数控龙门式平面磨床
HZ-K1610型数控龙门式平面磨床