MH35(DAIDOMH55)高速工具钢热处理工艺文献

 高速工具钢热处理工艺
高速工具钢热处理工艺
高速工具钢热处理工艺
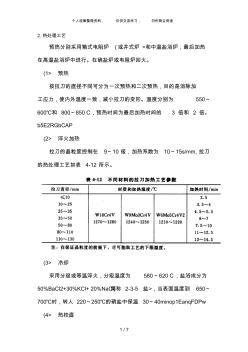
个人收集整理资料, 仅供交流学习, 勿作商业用途 1 / 7 2.热处理工艺 预热分别采用箱式电阻炉 (或井式炉 >和中温盐浴炉,最后加热 在高温盐浴炉中进行。在硝盐炉或电阻炉回火。 (1> 预热 按拉刀的直径不同可分为一次预热和二次预热,目的是消除加 工应力,使内外温度一致,减小拉刀的变形。温度分别为 550~ 600℃和 800~850 C,预热时间为最后加热时间的 3 倍和 2 倍。 b5E2RGbCAP (2> 淬火加热 拉刀的晶粒度控制在 9~10 级,加热系数为 10~15s/mm,拉刀 的热处理工艺如表 4-12 所示。 (3> 冷却 采用分级或等温淬火,分级温度为 580~620 C,盐浴成分为 50%BaCl2+30%KCl+ 20%NaCl(简称 2-3-5 盐>,当表面温度到 650~ 700℃时,转人 220~250℃的硝盐中保温 30~4
 对工具钢的热处理工艺优化设计分析
对工具钢的热处理工艺优化设计分析
对工具钢的热处理工艺优化设计分析
工具钢合金化目的是改变碳化物类型、提高淬透性、提高回火稳定性等,热处理工艺设计应尽可能地降低淬火应力、减小变形开裂及倾向和稳定内部组织。大尺寸工件整个热处理过程着重点就是针对降低变形开裂而采取的一系列措施。在工艺措施上,对于一般工件可经常采用预热、预冷,淬火常用等温、分级、双液淬火等方法,并需要及时回火。对于工具钢的合金化和热处理工艺设计,宜着眼于耐磨性与韧性的性能指标来优化。