剪板机主要分类
专用剪板机
多配合其他设备使用,完成特殊用途:
1、冷弯成型线剪板机:例如汽车纵梁冷弯线、车厢侧挡板生产线、彩钢板成型线等生产线上配置的专用剪板机等;
2、钢结构生产线剪板机:多用于角钢、H型钢自动生产线完成剪断工序;
3、板材开平线剪板机:用于板材开卷校平线上,为配合生产线速度快剪切要求而设计的高速剪板机,厚板线上多为液压高速剪板机,薄板线上多配气动剪板机;高速线上配有飞剪机,连续生产,效率高。
斜刃剪板机
剪板机的上下两刀片成一个的角度,一般上刀片是倾斜的,其倾斜角一般为1°到6°。斜刃剪板机剪切力比平刃剪板机小,故电机功率及整机重量等大大减小,实际应用最多,剪板机厂家多生产此类剪板机。
平刃剪板机
剪切质量好,扭曲变形小,但剪切力大,耗能大。机械传动的较多。该剪板机上下两刀刃彼此平行,常用于轧钢厂热剪切初轧方坯和板坯;按其剪切方式又可分为上切式和下切式。
多用途剪板机
1、联合冲剪机:即可完成板材的剪切,又可对型材进行剪切,多用于下料工序;
2、板料折弯剪切机:即在同一台机械上可完成剪切和折弯两种工艺。
剪板机工作原理
剪板机剪切后应能保证被剪板料剪切面的直线度和平行度要求,并尽量减少板材扭曲,以获得高质量的工件。剪板机的上刀片固定在刀架上,下刀片固定在工作台上。 工作台上安装有托料球,以便于板料的在上面滑动时不被划伤。 后挡料用于板料定位,位置由电机进行调节。 压料缸用于压紧板料,以防止板料在剪切时移动。 护栏是安全装置,以防止发生工伤事故。 回程一般靠氮气,速度快,冲击小。
剪板机操作规程
第一:认真执行《锻压设备通有操作规程》有关规定。
第二:认真执行下述有关补充规定:
1、工作前认真作到:
1)、在空运转试车之前,应先用人工盘车一个工作行程,确认正常后才能开动设备。
2)、有液压装置的设备、检查储油箱油量应充足。启动油泵后检查阀门、管路是否有泄漏现象,压力应符合要求。打开放气阀将系统中的空气放掉。
2、工作中认真做到:
1)、不准剪切叠合板料,不准修剪毛边板料的边缘,不准剪切压不紧的狭窄板料和短料。
2)、刀板间的间隙应根据板料的厚度来调正,但不得大于板最的1/30。刀板应紧固牢靠,上、下刀板面保持平行,调正后应用人工盘车检验,以免发生意外。
3)、刀板刃口应保持锋利,如刃口变钝或有崩裂现象,应及时更换。
4)、剪切时,压料装置应牢牢地压紧板料,不准在压不紧的状态下进行剪切。
5)、有液压装置的设备,除节流伐外其他液压阀门不准私自调正。
6)、 对于液压摆式剪板机剪切板料的厚度,应根据《板料极限强度与板厚关系曲线图》来确定。
3、工作后应将上刀板落在最下位置上。
操作前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。
剪板机操作人员必须熟悉剪板机主要结构、性能和使用方法。
剪板机适用于剪切材料厚度为机床额定值的各种钢板、铜板、铝板及非金属材料板材,而且必须是无硬痕、焊渣、夹渣、焊缝的材料,不允许超厚度。
剪板机的使用方法:按照被剪材料的厚度,调整刀片的间隙;根据被剪材料的宽度调整靠模或夹具;剪板机操作前先作1—3 次空行程,正常后才可实施剪切工作。
使用中如发现机器运行不正常,应立即切断电源停机检查。
调整机床时,必须切断电源,移动工件时,应注意手的安全。
剪板机各部应经常保持润滑,每班应由操作工加注润滑油一次,每半年由机修工对滚动轴承部位加注润滑油一次。
剪板机使用注意
1、开动剪板机机器作空转若干循环,确保在正常情况下,试剪不同厚度板料,由薄至厚。确保用户熟悉剪板机性能。
2、试剪时不同板厚时必须调对不同刀片间隙。若不调对相应的刀片间隙,则影响刀片耐用度。
3、剪板机在剪切过程中打开压力表开关,观察油路压力值,剪12mm板时压力应小于20MPa。此远程调压阀No9,出厂时压力调定20—22MPa,用户必须遵守此规定,不得为剪超规定材料面提高压力,造成机器损坏。
4、操作时声音平衡。剪板机如有杂音,应停车检查。
5、剪板机操作时油箱提高温度小于60度, 超过时关机休息。

 油压闸式剪板机QC11Y系列说明书
油压闸式剪板机QC11Y系列说明书
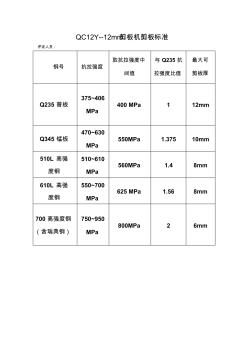 剪板机剪切钢板厚度标准 (2)
剪板机剪切钢板厚度标准 (2)