QC12Y剪板机剪板机维护保养的方法文献

 剪板机安全操作与维护保养规程
剪板机安全操作与维护保养规程
剪板机安全操作与维护保养规程
第 1 页 共 5 页 行业资料: ________ 剪板机安全操作与维护保养规程 单位: ______________________ 部门: ______________________ 日期: ______年_____月_____日 第 2 页 共 5 页 剪板机安全操作与维护保养规程 一、开车前认真检查机床转动部分、安全装置、和润滑系统。检查 刀片是否松动,刃口是否锋利,如发现损坏或滞钝现象应及时磨砺或调 换,板料表面如有硬疤或敝病和尘土,不能直接进行剪切,更换或调整 刀片时,必须用手扳动飞轮,检验间隙后方可开机。 二、一台剪板机不允许两人同时剪切两种不同规格的料, 更不得重 叠剪切。 三、剪板机应有专人负责使用和操作。 工作时其他工作人员都要精 力集中,入料时手指必须离开刃口 200mm以外,以免压伤手。 四、机器使用时,不管发生任何不正常现象,应立即停车,报告维 修人
 剪板机剪切钢板厚度标准 (2)
剪板机剪切钢板厚度标准 (2)
剪板机剪切钢板厚度标准 (2)
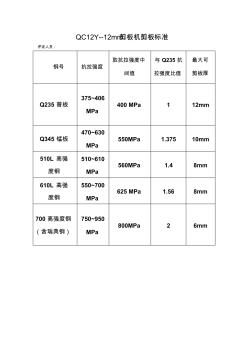
QC12Y--12mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 12mm Q345 锰板 470~630 MPa 550MPa 1.375 10mm 510L 高强 度钢 510~610 MPa 560MPa 1.4 8mm 610L 高强 度钢 550~700 MPa 625 MPa 1.56 8mm 700高强度钢 (含瑞典钢) 750~950 MPa 800MPa 2 6mm QC12Y--6mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 6mm Q345 锰板 470~630 MPa 550M