T11碳素工具钢对应牌号文献

 碳素工具钢的牌号和化学成分
碳素工具钢的牌号和化学成分
碳素工具钢的牌号和化学成分
碳素工具钢的牌号和化学成分 2008年 10月 21日 来源 :中国模具钢网 来源:中国 模具钢网 牌号 化学成分 (质量分数 )( % ) C Mn Si S P T7 0.65 ~O.75 ≤0.40 ≤0.35 ≤O. 030 ≤0.035 T8 O.75~O.84 T8Mn O. 80~0.90 0.40 ~O.60 T9 O.85~0.94 ≤0.40 T10 O. 95~1.04 T11 1.05 ~1.14 T12 1.15 ~1.24 T13 1.25 ~1.35 注: 1.表中,高级优质钢 (牌号后加 A)含硫量不大于 0.020%,磷含量不大于 0.030%。 2 .平炉冶炼的钢硫含量:优质钢不大于 0.035%;高级优质钢不大于 0.025%。 3 .钢中允许残余元素含量: 铬不大于 0.25%;镍不大于 0.20%;铜不大亏 0.30%。 供制造铅浴淬火钢丝时,
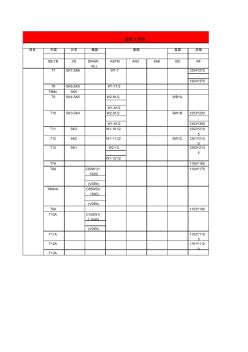 七国碳素工具钢牌号对照表
七国碳素工具钢牌号对照表
七国碳素工具钢牌号对照表
中国 日本 德国 英国 法国 GB,YB JIS DIN(W- Nr.) ASTM AISI SAE BS NF 1204Y275 , 1304Y375 T8 SK6,SK5 W1-71/2 T8Mn SK5 W2-81/2, W1-81/2 W2-91/2, 1203Y290 , W1-91/2 1303Y390 T11 SK3 W1-101/2 1202Y210 5 T12 SK2 W1-111/2 BW1C 1201Y212 0 W2-13, W1-121/2 T7A 1105Y165 C80W1(1. 1525) (VDEh) C85WS(1 .1830) (VDEh) T9A 1103Y190 C105W1( 1.1545) (VDEh) T11A 1102Y110 5 T12A 1101Y112 0 T13A 碳素工具钢 项目 美国 T7 SK7,SK6 W1-7 T9 SK4