T11碳素工具钢典型应用举例文献

 T10碳素工具钢
T10碳素工具钢
T10碳素工具钢
T10碳素工具钢—— T10碳素工具钢 【东】【莞】【市】【国】【创】【金】【属】【材】【料】【有】【限】【公】【司】 T10碳素工具钢 ,强度及耐磨性均较 T8和 T9高 ,但热硬性低 ,淬透性不高且淬火变形大, 晶粒细 ,在淬火加热时不易过热 ,仍能保持细晶粒组织 ;淬火后钢中有未溶的过剩碳化物 ,所以 耐磨性高 ,用于制造具有锋利刀口和有少许韧性的工具。适于制造切削条件较差、耐磨性要 求较高且不受突然和剧烈冲击振动而需要一定的韧性及具有锋利刃口的各种工具, 也可用作 不受较大冲击的耐磨零件。 T10退火交货状态: 布氏硬度 HBW≤197,压痕直径 (mm)≥4.30 ;试样淬火:冷却剂为水, 硬度 HRC≥62 T10化学成分: 碳 (C)0.95~1.04 锰 (Mn)≤0.40 硅 (Si)≤0.35 磷 (P)≤0.35 硫 (S
 T10碳素工具钢批发
T10碳素工具钢批发
T10碳素工具钢批发
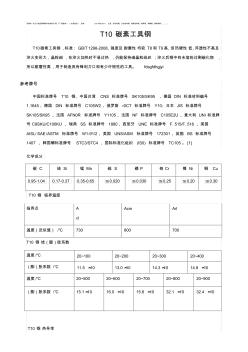
买钢材 -找【宁波佰顺钢铁科技有限公司】“厂家直销”,“全网批发”,咨询: 133-7688-7671 ,主营:易切削钢、合金结构钢、碳素结构钢、轴承钢、弹簧钢、模具钢等。。。。。 T10 碳素工具钢 T10碳素工具钢 ,标准: GB/T 1298-2008, 强度及耐磨性 均较 T8和 T9高 ,但热硬性 低 ,淬透性不高且 淬火变形大,晶粒细 ,在淬火加热时不易过热 , 仍能保持细晶粒组织 ;淬火后钢中有未溶的过剩碳化物 , 所以耐磨性高 ,用于制造具有锋利刀口和有少许韧性的工具。 fdsgfdhgjyi 参考牌号 中国标准牌号 T10 钢、中国台湾 CNS 标准牌号 SK105/SK95 、德国 DIN 标准材料编号 1.1645、德国 DlN 标准牌号 C105W2 、俄罗斯 r0CT 标准牌号 Y10; 日本 JIS 标准牌号 SK105/SK95 、法国 AFN0R 标准牌号