TR-32N丝攻钻头研磨机文献

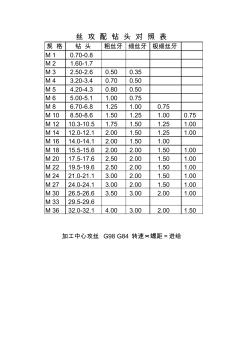 丝攻配钻头对照表-16的牙用多大钻头
丝攻配钻头对照表-16的牙用多大钻头
丝攻配钻头对照表-16的牙用多大钻头
规 格 钻 头 粗丝牙 细丝牙 极细丝牙 M 1 0.70-0.8 M 2 1.60-1.7 M 3 2.50-2.6 0.50 0.35 M 4 3.20-3.4 0.70 0.50 M 5 4.20-4.3 0.80 0.50 M 6 5.00-5.1 1.00 0.75 M 8 6.70-6.8 1.25 1.00 0.75 M 10 8.50-8.6 1.50 1.25 1.00 0.75 M 12 10.3-10.5 1.75 1.50 1.25 1.00 M 14 12.0-12.1 2.00 1.50 1.25 1.00 M 16 14.0-14.1 2.00 1.50 1.00 M 18 15.5-15.6 2.00 2.00 1.50 1.00 M 20 17.5-17.6 2.50 2.00 1.50 1.00 M 22 19.5-19.6 2.50 2.00 1.50
 自动研磨机技术改造升级
自动研磨机技术改造升级
自动研磨机技术改造升级
本文介绍一个研磨机设备技术升级改造的整个过程。如何充分利用已有的元器件,再适当地添加部分元器件完成整个技术改造升级,系统介绍了若原来电气原理图不清楚如何处理。充分利用三菱PLC内部的特殊辅助继电器M8000、M8012和M8013进行步进编程,利用这些内部元件,给电路的运行状态和故障状态作出指示,从而增加电路工作直观性。