T型槽铸铁平板种类:文献

 铸铁T型槽方箱
铸铁T型槽方箱
铸铁T型槽方箱
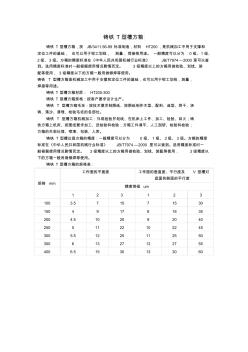
铸铁 T型槽方箱 铸铁 T 型槽方箱,按 JB/3411.56-99 标准制造,材料 HT200,是机械加工中用于支撑和 定位工件的基础, 也可以用于钳工划线, 测量,焊接等用途。 一般精度可以分为 0 级、1 级、 2级、 3 级。方箱的精度标准在《中华人民共和国机械行业标准》 JB/T7974—2000 里可以查 到。选用精度标准时一般根据使用情况酌情而定。 3 级精度以上的方箱用做检验、划线、装 配等使用, 3 级精度以下的方箱一般用做铆焊等使用。 铸铁 T 型槽方箱是机械加工中用于支撑和定位工件的基础,也可以用于钳工划线,测量, 焊接等用途。 铸铁 T 型槽方箱材质: HT200-300 铸铁 T 型槽方箱规格:按客户要求设计生产。 铸铁 T 型槽方箱毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇 铸、落沙、清理、检验毛坯的各部位。 铸铁 T 型槽方箱机械加工:外观
 铸铁平板平面度
铸铁平板平面度
铸铁平板平面度
铸铁平板平面度 1、根据被测平板的形状、尺寸选择布点形式,并确定各个截面的分段数及桥板跨距: L=l/n 式中 l——被测截面长度; L——桥板跨距; n——分段数。 2、使用水平仪测量时,被测面调到大致处于水平位置;使用自准直仪测量时,被 测线调到大致与仪器光轴平行。 3、将固有水平仪或反射镜的桥板放在被测截面上,沿测量方向等跨距、首尾衔接 地移动桥板,记取各位置读数。 4、按分段检定结果进行数据处理,求出平面度值。 提高 铸铁平板 铸件的外观、技术、质量的方法 : 造型造芯是平板铸件形成过程中的关键工序之一,它对铸件的质量、制造成本、生 产效率、劳动强度和环境污染等各方面都有十分重要的影响。 1、粘土砂湿砂造型工艺 多年的生产实践表明,具有成本低、污染小、效率高、质量好等优点的射压、气冲 造型和静压造型等高度机械化、自动化、高密度湿度造型工艺,将成为我国今后中、小 型铸件生产的