Weldox威达960化学成分文献

 钢铁化学成分
钢铁化学成分
钢铁化学成分
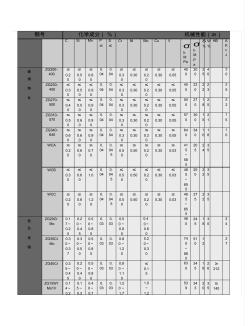
钢号 化学成分( %) 机械性能(≥) C Si Mn P ≤ S ≤ Cr Ni Mo Cu V σ b M Pa σ b M P a δ % Ψ % HB A K v J 碳 钢 铸 件 ZG200- 400 ≤ 0.2 0 ≤ 0.5 0 ≤ 0.8 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 40 0 20 0 2 5 4 0 3 0 ZG230- 450 ≤ 0.3 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 45 0 23 0 2 2 2 3 2 5 ZG270- 500 ≤ 0.4 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤
 钢管化学成分
钢管化学成分
钢管化学成分
表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) ~ ~ ~ ~ ~ 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤ ~ ~ ≤ ≤ ≤ / / H08A ~ ~ ~ ~ ~ H08Mn2Si ~ ~ ~ ~ ~ ≤ ≤ / TIG-J50 / / / E4303 / / / 表 3 20钢管机械性能 参量 σ b(MPa) σ s(MPa) δ 8(%) 数值 ~ ~ 29~37 表 4 E4303焊条机械性能 参量 σ b(MPa) σ(MPa) δ 5(%) AKv(J)-20 ℃ 数值 470 390 、76 平均 82 焊接工艺参数和无损探伤、机械性能试验结果分别见表 5、表 6、表 7。 表 5 焊接试验工艺参数 接头型式和层 次 分 组 焊 接 工 艺 参 数 焊 道 焊接 电 源 焊接 直径 焊 接 电