选择特殊符号
选择搜索类型
请输入搜索

低尘型,薄,中板用
焊接低碳钢制造的车辆,轻型钢结构,建筑等一般结构。
①使用电流过大时易引起X射线合格率下降,飞溅增加,产生咬边,熔渣的覆盖性变差等缺陷导致工艺性恶化,故应保证适合的电流范围。
②焊条过潮时,焊接工艺下降,易产生凹坑,应在70-100℃烘干30-60分钟后使用。
③烘干时间长及温度过高时,尽管表面看不出变质,但会引起溶深减少,X射线合格率下降,并成为红尾的原因,故应避免。
④焊接中,厚板时,应采用适当预热和保持层间温度。
防瞌睡提醒器 用以防止人们在正常生活、学习现打瞌睡现象的电子装置。这个产品最早是设计给学生使用的,矫正读写姿势。只要学生头离书本过近,也就是报警器的倾斜角度超过15度就会报警。因为这个也可用在打瞌睡点...
九洲城落成于1984年,占地15400平方米,位于珠海旅游商贸及金融中心,地处石景山旅游中心与珠海宾馆之间,与国贸海天城、珠海百货、免税商场浑然一体。特区建立十周年时,江泽席曾在城楼检阅队伍,是珠海的...
榧木(Torrcya grandis Fort exlindl)又名香榧,乃千年成材之名木,红豆杉科。榧木,产於浙江会稽山脉和中国云南四川之横断山脉及日韩,其材质坚实牢固,纹理细密通直,色泽金黄悦目,...
C | Si | Mn | P | S |
0.07 | 0.15 | 0.35 | 0.014 | 0.011 |
屈服 强度 MPa | 抗拉强度 mpa | 延伸率 % | 吸收功 J |
410 | 460 | 28 | 95 |

 焊条基本介绍
焊条基本介绍
焊条基本介绍
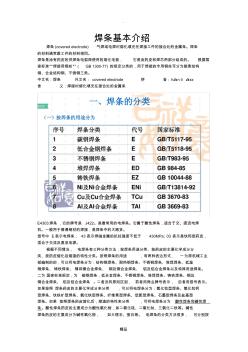
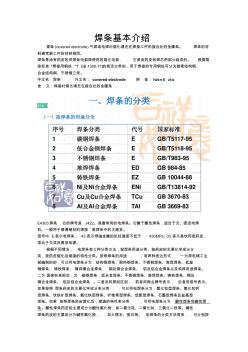
. 精品 焊条基本介绍 焊条 (covered electrode) 气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条 的材料通常跟工件的材料相同。 焊条是涂有药皮的供焊条电弧焊使用的熔化电极, 它是由药皮和焊芯两部分组成的。 根据国 家标准“焊接用钢丝”( GB 1300-77) 的规定分类的,用于焊接的专用钢丝可分为碳素结构 钢、合金结构钢、不锈钢三类。 中文名:焊条 外文名: covered electrode 拼 音:hàn ti áo 含 义:焊接时熔化填充在接合处的金属条 E4303焊条 ,它的牌号是 J422。是最常用的电焊条。它属于酸性焊条,适合于交、直流电焊 机。一般用于普通钢材的焊接,是焊条中的大路货。 型号中 E表示电焊条; 43表示焊缝金属的抗拉强度不低于 430MPa;03 表示是钛钙型药皮, 适合于交流及直流电源。 根据不同情况, 电焊条有三种分类
 焊条基本介绍
焊条基本介绍
焊条基本介绍
焊条基本介绍 焊条 (covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。 焊条的材 料通常跟工件的材料相同。 焊条是涂有药皮的供焊条电弧焊使用的熔化电极, 它是由药皮和焊芯两部分组成的。 根据国 家标准 “焊接用钢丝 ”(GB 1300-77)的规定分类的,用于焊接的专用钢丝可分为碳素结构钢、 合金结构钢、不锈钢三类。 中文名:焊条 外文名: covered electrode 拼 音: hàn ti áo 含 义:焊接时熔化填充在接合处的金属条 E4303焊条 ,它的牌号是 J422。是最常用的电焊条。它属于酸性焊条,适合于交、直流电焊 机。一般用于普通钢材的焊接,是焊条中的大路货。 型号中 E表示电焊条; 43表示焊缝金属的抗拉强度不低于 430MPa;03 表示是钛钙型药皮, 适合于交流及直流电源。 根据不同情况, 电焊条有三种分类方法:按焊条用途
焊接低碳钢制造的船舶。建筑。桥梁及压力容器等。
该焊条是考虑到焊接性、工艺性和高效率使用而设计的。是适于全位置焊接的低碳钢用低氢型焊条。熔敷金属的X射线合格率高。力学性能及全位置焊接工艺性优良。药皮中含有铁粉,故焊接速度快,效率高。
①使用前将焊条在300-350℃烘干30-60分钟。②为防止在引弧处产生气孔,要采用起弧返回晕条技术或使用引弧板引弧。
③保持电弧尽可能短些