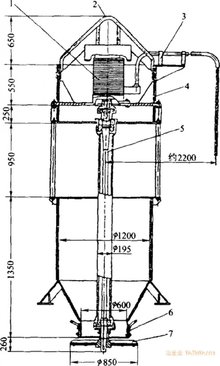
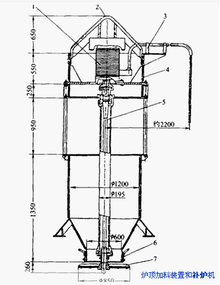
离心补炉机的效率比较高。这种补炉机用电动机或气动马达作驱动装置。图2所示为 ,其驱动装置采用电动机,电动机旋转通过立轴传递到撒料盘。落在撒料盘上的镁砂在离心力作用下,被均匀地抛向炉壁,从而达到补炉的目的,补炉机是用吊车垂直升降的。补炉工作可以沿炉衬整个圆周均匀地进行。其缺点是无法局部修补,并且需打开炉盖,使炉膛散热加快,补炉不利。
图2离心式补炉机(料仓容积0.8m,抛料能力2000kg/min,电动机特性:ROK-2,7kW,250r/min)1一电动机;2-吊挂杆;3-带挠性电缆的托架;4一石棉板;5-传动轴;6-调节环;7-撒料盘;8-料仓;9一电动机外翠
喷补机是利用压缩空气将补炉材料喷射到炉衬上。从炉门插入喷枪喷补,由于不打开炉盖,炉膛温度高,对局部熔损严重区域可重点修补,并对维护炉坡、炉底也有效。与转炉喷补机一样,电弧炉喷补方法分为湿法和半干法两种。湿法是将喷补料调成泥浆,泥浆含水量一般为25%~30%。半干法喷补的物料较粗,水分一般为5%~10%,半干法和湿法喷补装置与转炉使用喷补装置相同。喷补器控制调节系统如图2-43所示,喷枪枪口形式如图2-44所示。喷枪枪口包括直管、45°弯管、90°弯管和135°弯管4种形式。喷补料以冶金镁砂为主,粘结剂为硅酸盐和磷酸盐系材料。图2-43SG-1型炉纣喷补器控制调节系统示意图1一蝶阔;2-调压闲;3-截止阔;4一压力表;5-喷射器;6-安全尚;7-针形树;8-过滤器
-