补炉是指当上炉出钢完后,需要迅速将炉体损坏的部位进行修补,以保证下一炉钢的正常冶炼的一个过程。
-
选择特殊符号
选择搜索类型
请输入搜索
通常有热补和冷补两种方法。热补通常用于均热炉口、炉盖、烟道等漏火部位的临时性修补。修补前先将炉温适当降低或停火,并将修补的部位进行清扫,去除杂物,也可剥出基层。用与基体成分相近的耐火材料修补成型。
冷补时将炉子冷却至常温,对炉子被侵蚀、磨损或机械损坏的部位进行修补。一般对热补无法施工或修补面积较大的部位采用冷补。冷补前在要修补的范围内将受侵蚀和破损的墙面表皮剥离并清扫干净。可用支模板法浇注补炉料再加捣打修补成型;也可用喷补机进行墙体喷补。待修补的部位凝固并达到强度要求后,进行烘炉再投入使用。
补炉是指当上炉出钢完后,需要迅速将炉体损坏的部位进行修补,以保证下一炉钢的正常冶炼的一个过程。
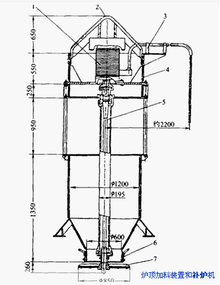
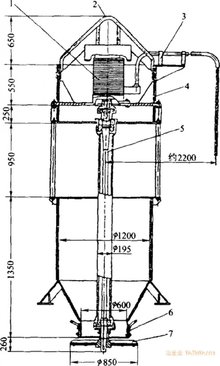
离心补炉机的效率比较高。这种补炉机用电动机或气动马达作驱动装置。图2所示为 ,其驱动装置采用电动机,电动机旋转通过立轴传递到撒料盘。落在撒料盘上的镁砂在离心力作用下,被均匀地抛向炉壁,从而达到补炉的目的,补炉机是用吊车垂直升降的。补炉工作可以沿炉衬整个圆周均匀地进行。其缺点是无法局部修补,并且需打开炉盖,使炉膛散热加快,补炉不利。
图2离心式补炉机(料仓容积0.8m,抛料能力2000kg/min,电动机特性:ROK-2,7kW,250r/min)1一电动机;2-吊挂杆;3-带挠性电缆的托架;4一石棉板;5-传动轴;6-调节环;7-撒料盘;8-料仓;9一电动机外翠
喷补机是利用压缩空气将补炉材料喷射到炉衬上。从炉门插入喷枪喷补,由于不打开炉盖,炉膛温度高,对局部熔损严重区域可重点修补,并对维护炉坡、炉底也有效。与转炉喷补机一样,电弧炉喷补方法分为湿法和半干法两种。湿法是将喷补料调成泥浆,泥浆含水量一般为25%~30%。半干法喷补的物料较粗,水分一般为5%~10%,半干法和湿法喷补装置与转炉使用喷补装置相同。喷补器控制调节系统如图2-43所示,喷枪枪口形式如图2-44所示。喷枪枪口包括直管、45°弯管、90°弯管和135°弯管4种形式。喷补料以冶金镁砂为主,粘结剂为硅酸盐和磷酸盐系材料。图2-43SG-1型炉纣喷补器控制调节系统示意图1一蝶阔;2-调压闲;3-截止阔;4一压力表;5-喷射器;6-安全尚;7-针形树;8-过滤器
填写说明:1、[1]填写申请单位(使用单位或者维保单位名称),加盖公章。 2、[2]填写申请人的联系手机号码。3、[3]填写设备的出厂编号或者注册代码、使用证号等设备唯一标识。多台设备中间用分号隔开,...
我这有一个清单,纸版的,项目编码是“补020209002001”我在4.0里按照他这样入进去,不行,然后出一个“补充清单”的窗口,在那里面入,让写成什么"AB001"这种格式,照做也不行。然后我把02...
补项怎么补? 在预算框内右键点击补充子目 按照里面的程序 依据人工、材料价格填充即可。

 转炉补炉砖渣补的实践与思考
转炉补炉砖渣补的实践与思考
转炉补炉砖渣补的实践与思考
在转炉生产中,提高炉衬的使用寿命对提高生产率、炉龄、钢产量、钢水质量及降低耐火材料消耗、增加经济效益有重要意义。分析了影响转炉炉衬寿命的主要因素,利用渣补技术解决了兑铁水、加废钢对炉衬的冲刷及机械磨损,减少了炉料的使用量和停炉的补炉时间,解决了生产与炉衬之间的矛盾。该技术的应用,使转炉炉况明显好转,耐材消耗降低,为炼钢进一步提升产能和经济技术指标开辟了一条新路。
 造气炉炉底铸铁灰仓焊补工艺
造气炉炉底铸铁灰仓焊补工艺
造气炉炉底铸铁灰仓焊补工艺
通过对造气炉炉底灰仓的多次焊补,总结了比较成熟的焊前准备、焊接方法和工艺操作要领及对焊接设备、焊工资格、焊接环境等方面的要求,实践证明,该工艺是成功的。
为了获得良好的喷补效果,还必须掌握如下几个要点:
(1)炉内炉料线及炉内温度的控制,炉内温度(包括气氛、炉衬)的高低,直接影响到喷补料的回弹及喷补的效果。
(2)喷补面的吹扫。
(3)喷补距离(即喷枪口与炉墙的距离)。
(4)根据炉内不同部位和不同的内衬情况选择不同的耐火材料。
根据喷补的工艺特点,喷补料必须具备下列性能:
(1)良好的粘结强度,使其能与受补面牢固地粘结为一体;(2)重烧线变化率小;(3)回弹率低;(4)较高的耐火度和抗折强度(5)气孔率低;(6)耐磨性好;(7)抗CO侵蚀性好。其中最基本的要求是粘结强度,因为如果喷补料不能牢固地与受补面粘结为一体,其它的性能也就毫无意义。
喷补料的组成和被喷补面的温度对粘结强度、喷补寿命的影响通过实验和实际使用可知。被喷补面温度不同,喷补料的组成不同,结合剂不同,喷补料与喷补面之间的粘结强度也不相同。喷补层能附在喷补面上主要靠3种结合力:第一为喷射流作用下的物理结合力;第二为喷补料中结合剂作用产生的化学结合力;第三为高温下形成的陶瓷结合力。产生后两种结合力的前提条件是喷补料的化学组成和性质要与喷补面的化学组成和性质相似,因此应根据高炉炉身不同部位的要求来选用不同的耐火喷补料。被喷补面为粘土砖和高铝砖时具备上述3种结合力,粘结强度就高;被喷补面为炉壳与冷却壁、冷却板等时,不具备后两种结合力,粘结强度就小。如果在炉壳与冷却设备上焊上铆固板、铆固钉,对喷补料有固定和支撑作用,粘结强度也会相应的增大。若高炉壁面上还有部分残余炉衬,则也会起到同样的作用。
喷补技术多种多样,有从炉壳开孔喷压不定型料,有休风降料线喷补,有加挡泥钢板或加冷却器喷补等。降料线喷补可以是人工操纵手动喷枪喷补,也可以是用机械手伸入炉内将喷枪对准喷补面进行遥控喷补。美国高炉采用炉壳钻孔,从外面喷压稠度合适的浇注料,每小时喷补十几个相隔1m的孔。中国柳州钢铁厂在1985年首次采用压力灌浆的方法修补炉身取得良好效果,已在中小高炉上推广。中国宝钢1号高炉用17.4~19. 0MPa的高压泵将黏稠的硬质浆料压入炉身下部钢壳红热处的炉内,形成200mm左右的耐火材料层也取得良好效果。当炉内砖衬与冷却器损坏十分严重时,为提高喷补效果,可用加柱状或针状冷却器,或安装用冷却水管弯制的小形水冷盘以加强喷补料的支撑和固结和冷却。日本新日铁、住友等公司所属各厂的高炉常采用休风空料线,在炉内喷补300~400mm。80年代中期英国开发了遥控喷补技术,并在斯肯索普厂维多利亚女王号等高炉上喷补炉身内衬,取得相当好的效果。中国鞍山钢铁公司、首都钢铁公司在1993400mm的无缝炉衬;宝山钢铁(集团)公司还利用激光测厚仪和遥控喷枪联合操作对炉喉钢砖下砖衬进行喷补,使炉喉内型保持规则完整,为高炉持续高产,改善技术经济指标创造了条件。
高炉在使用一段时间后,由于炉内热冲击、侵蚀、磨损和氧化剥落等原因,会造成炉内耐火材料层减薄,出现炉壳发红现象,造成炉型发生变化和影响炉内气、热、料的合理分布,进而影响高炉生产。此时就需要进行炉墙维修,高炉炉墙的修补方法有三种:
(1)砌砖法。我国高炉在1980年以前主要采用砌砖法,即中修实现换冷却壁和砖衬,由工人进入高炉内由下至上砌筑炉衬,其缺点是周期长、工作量大、停产时间长、工作条件恶劣。
(2)硬质料压入法。一般在不降料线的情况下采用硬质料压入技术修补增厚高炉炉身中、下部炉,这是一种快速有效修补局部炉墙的方法,但硬质料压入仅适用高炉中下部有料的部位,并不适合高炉上部无料部位与大面积的炉墙修补。
(3)喷补造衬法。一般是在降低料线的情况下对露出的炉墙进行喷补造衬,特别适合高炉上部无料部位与大面积的炉墙修补,必要时料线可降到风口以下,对整个炉墙进行喷补造衬,喷补造衬是一种大面积快速修补高炉炉墙的方法,而且喷补造衬对冷却壁式高炉更具有其优越性。
国内外1980年以后的大中型高炉的中修基本上是用硬质料压入造衬和喷补造衬代替了传统的砌砖。
钢铁工业中高炉是主要的生产设备,提高高炉的寿命不仅可以节省大量的大修费用,改善高炉指标,增加生铁产量,而且可以充分发挥高炉前后工序的设备能力,提高整个企业的经济效益。因此,高炉长寿化越来越引起国内外钢铁界的重视,成为了当今世界钢铁工业发达国家的一个主攻方向。
高炉喷补是高炉长寿快速维修的一个重要手段,能有效延长高炉寿命。高炉湿式喷补新技术因其具有独特的优越性,今后将逐步取代干喷法和潮喷法,但高炉喷补是涉及工艺、喷补设备和喷补耐火材料的综合技术,必须是工艺、设备和材料3个方面的共同推进发展,才能使高炉喷补技术得到新的进步。 2100433B