在差异化竞争时代,企业为了在市场上处于竞争的优势地位,不断通过创新的设计、新材料的使用和特殊装饰手段的应用来凸显品牌形象,营造视觉美感和提升产品价值,使之能够从货架上脱颖而出,成为消费者的首选。包装盒供应企业为了迎合生产商的这一需求,也通过持续的工艺创新和精细化生产来构建自身的核心竞争力,并努力给企业提供更多的增值工艺,也为自身创造更多的增值利润。
1、贴皮工艺 随着木材消费量的不断增加,供需矛盾日益突出,加快发展木材节约和代用,对满足市场需求,抵制森林超限额采伐,保持生态平衡,促进森林资源可持续利用,维护我国积极保护自然环境的国际形象,具有重要意义。木皮作为原木最佳替代产品,是顺市而出。贴皮工艺被广泛应用于包装盒,它将不断捕捉各种符合时代发展的元素,以科学的产品构造,新颖的产品来赢得广大消费者的支持与信任。
采用现代科技的工艺规划以及产品化作业模式华光精工,最终形成具有独创性和高精度的工艺模式,实现专有工艺的增值目标。
2、贴纸工艺 贴纸工艺是木盒最常用的表面整饰工艺。它按加工方式可分为机器贴纸和手工贴纸两种。木纹纸是以高分子聚合物(PVC)为原料,添加各种助剂,经压廷、复合、木纹印刷制得的一种新型装饰材料。其特点是木纹逼真,完全可以仿天然植物的木纹,达到"以假乱真"的效果,其做工精细的表面效果,非常吸引消费者的眼球。它的出现,为木盒的发展找到了一个极有前景的方向,且极大地提高了贴纸木盒的附加价值,并为企业带来了可观的增值利润。
3、钢琴漆工艺 钢琴漆工艺是烤漆工艺的一种,与普通高亮光喷漆相比,钢琴漆有两大本质不同:第一:钢琴漆有很厚的底漆层,面漆考究。表层晶莹透亮、穿透力极强。第二:钢琴漆的表层比较脆,要小心保护,由于有这样的差别,钢琴漆在亮度、致密性特别是稳定性上要远远高于其它漆的效果。钢琴漆表表层经过几十年后依然光亮如新,而普通的亮度喷漆早已氧化渗透不复旧观了。另外,钢琴烤漆工艺产品在制作过程中,必须经过长时间烘干,成品硬度可与人造大理石相媲美;同时因为经过烘干和物理处理的施工过程,木盒板材及涂料中所含的甲醛或对人体有害物质已经得到彻底挥发,所以,钢琴烤漆的木盒更具环保性。
其实,时尚的东西有一种很强的时代背景,过几年可能就过时了。怎么才能在过了流行期后还会喜欢呢?那就是发掘人的内心深处最喜欢的东西,这就要从人的性格以及他对材质、颜色、空间的感觉入手,选择他认为好的东西,即使将来不流行了,他还会喜欢。这里面就有很多风格和生活方式的内容。而钢琴漆能触动人们渴望变化的敏感神经,也能把握时尚、前卫的消费命脉。
4、雕刻工艺 激光雕刻能够雕刻任何材料,雕刻精度高,雕刻速度快,尤其是激光三维雕刻,能够在空间曲面或斜面上雕刻复杂图案,这对于复杂零部件的表面纹理图案雕刻是相当有益的。
激光雕刻工艺的优点:1)应用范围广泛,且价格低廉;2)安全可靠:采用非接触式加工,不会对材料造成机械挤压或机械应力。没有"刀痕",不伤害加工件的表面,不会使材料变形;3)精确细致:加工精度可达到0.02MM;4)节约环保;5)效果一致:保证同一批次的加工效果完全一致;6)高速快捷:可立即根据电脑输出的图样进行高速雕刻;7)成本低廉:不受加工数量的限制,对于小批量加工服务,激光加工更加便宜。随着光电子技术的飞速发展,激光雕刻技术应用范围越来越广泛,雕刻精度要求越来越高。木盒更是需要以精致细腻的雕刻为表现形式,使达到包装盒朴实无华,品位高雅的境界。
5、擦金工艺 目前,擦金工艺正成为包装盒提升产品视觉效果和价值的"新宠"。 木盒雕刻后会一般会有一种被烧灼过的感觉,同木底色相配具有一种原始的艺术美,其颜色的深浅主要看激光功率和雕刻速度。而擦金工艺可以让你随时对产品进行着色,具有速度快、成本低和效果好的特点,无论图文粗细、面积大小都能够产生十分理想的装饰效果。特别是擦金所采用的金粉颜色五彩斑斓,常用到的是金色、银色、黑色,还有可以定制的特殊的颜色。 在国外许多品牌的包装盒上,采用擦金粉来营造华贵典雅的视觉效果,使表面整饰从二维平面跳跃成三维立体已经成为提升商品价值和吸引消费者的重要手段。这种工艺在产品的装饰上已经获得了十分显著的市场功效,也为包装盒供应企业带来了可观的增值效应。
6、烙印工艺 烙印工艺,传统工艺方法,即用大小不同电烙铁或加热烫金模板,在木盒表面烫烙图案、文字。随科技的发展,今天是采用先进的烙印机,直接加热烫金模烙印出各种图案、文字。烙印不仅能够从视觉效果上创造夺目的品牌价值,且能够从技术上造成档次的差异,提升产品价值。
采用烙印工艺的木盒,企业必须对材料进行选择,不同的板材烙印出来的效果是完全不一样的。要达到烙印理想的效果,松木是最佳的选择。由于烙印工艺在烫金板设计,制作以及烙印实施过程中,需要调准位置,表面平整度和烙印温度都有一定要求。
7、丝印工艺
丝印工艺是木盒广泛使用的一种工艺。丝印的原理是:印版在丝印时,通过一定的压力使油墨通过孔版的孔眼转移到承印物上,形成图象或文字。丝印设备简单,操作方便,制版简易且成本低廉,适应性强。它不但可以平面上印,也可以曲面,球面及凹凸面的承印物上进行丝印。丝印墨层厚实,覆盖力强,质感丰富,了解丝印的特点及优势,在选择丝印方法上,就可以扬长避短,突出丝印的优势,以此达到更为理想的效果。
8、金属贴片 金属贴片(又称金属自粘标牌,UP标牌,立体标牌)是目前国际上最豪华高档的装饰标志,该产品一般厚度为0.03-0.2MM,主要以金属铜、24K金、进口3M胶等材料精制而成,颜色主要有:金色、银色、枪黑色。金属贴片的应用有助于提升产品美观和产品档次,对打开市场和增加品牌意识有一定的重要意义,使产品具有十分独特的效果,同时给企业带来了增值的新机遇。
总结
在木盒这个充满魅力的市场,采用各种增值工艺让每一个元素都得到完美展现,是木盒供应企业永不停歇的追求。木盒供应企业依托现有设备,通过工艺创新和新材料应用建立面向木盒的产品化增值方案,是促进企业自主创新和获得更多增值的关键,也是企业提升自身价值和发展空间的重要机遇。用产品化思路,用增值工艺来表达木盒的文化价值和艺术价值,是木盒供应企业立于时代潮头、独具市场价值的根本所在。只有增值才能发展!
浮雕烫金
此工艺是通过烫金版的变化表现出一种金属感和立体感更强的烫金方式。通过浮雕图案的凹凸变化,使图文呈现出金属浮雕般的质感,使烫金图文跳出平面,带来更强的视觉冲击力。
镭射转移
具有绚丽夺目的视觉效果,能够非常有效的提高包装的档次,该工艺能在表面光滑的普通纸张上,印刷满版或局部的透明镭射效果,改变了以往只能采用镭射纸印刷,或在纸张表面复合专有的镭射薄膜才能表现出镭射效果的加工方式,能够做到镭射图案的灵活多变。
光刻纸
一种技术含量非常高的纸张材料,融合了局部压纹、全息镭射防伪、真空镀铝、纸塑复合分切、套位印刷诸多先进技术,改变了以往单一镭射纹效果的局面,纸张绚丽夺目的视觉效果独一无二,加之具有独特防伪功能,不但无法复制抄袭,也便于消费者直观识别真伪。
酒盒包装工艺汇总
关键词:酒盒
过胶:三种,光胶、PET光胶、哑胶
烫金:黄金、银、镭射金、古铜金等多种,一般过胶之后才烫金或银;出菲林要有对位线;烫金效果多样,但根据烫金的基材也分类,分烫金纸的,烫绒布的烫塑料的等。
击凸:两种,普通击凸和立体击凸
电脑雕刻(有立体效果,如球面):要做电雕版,文件做的时候要填好颜色,附上说明文字
压纹:两种,光纹和粗纹,把要压的纹理真成实色,出血5mm,掏空处爆肥0.6~1mm
液压:就是热压,比压纹更深更精细的效果,铜版材质,菲林做法与压纹相同,也是纹路真实色,但非纹路处要挂网(55%),45度角,110线,圆形网点,以做出细磨砂效果。
UV:属丝印版;光和哑两种效果;七彩粉,又叫彩葱;丝印菲林折边1.5mm做掏空;局部UV效果能使颜色更亮。
冰点雪花:属丝印版;粗、中、细;折边1.5mm做掏空(也可不做,视情况而定);相当于添加杂点的感觉,做后颜色会稍变暗,一般金银卡比较多。
磨砂:属丝印版;粗、中、细;折边1.5mm做掏空。有细磨砂、粗磨砂;效果很有质感,常见金银卡专色做。
塑料仿金属牌:有铜色、金黄色、浅金色、银色。酒盒装饰常见。不用出菲林,需做好文件,转入效果图,并填色加以说明哪里该凸起和凹下。
堆金:属丝印版;一种类似于烫金,但比烫金更有厚度,且有质感,不是那种平滑的闪亮。
在经济全球化的今天,包装与商品已融为一体,它直接影响到消费者的购买欲。皮盒包装在很大程度上是以其创新设计、新材料的使用及现代工艺来提升产品的附加值,提高商品的竞争性。由于皮盒的造型和结构设计往往要由被包装产品的形状及特点来确定,故其款式和类型有很多种,有长方形、正方形、多边型、异型皮盒、圆筒形等,但其制造工艺过程基本相同,即设计款式-选择材料-开料-制造模板-工艺-接合成盒。
皮盒的原料大体可分为:真皮、再生皮、常用的是人造革、合成革。
烫金工艺:是利用热压转移的原理,将电化铝中的铝层转印到承印物表面以形成特殊的金属效果,因烫金使用的主要材料是电化铝箔。烫金是一种工艺的统称,并不是指烫上去的就是金色,烫金纸材料分很多种,其中有金色的、银色、镭射金、镭射银、黑色、红色、绿色等等多种多样。该工艺的应用对电化铝的要求很高,除要达到烫金位置准确,表面平滑光亮,压力平衡、均匀,不起泡、不糊版等要求外,还要特别注意烫金图案边缘不能有明显压痕,烫金电化铝在烫印表面要有良好的附着力,以及无明显擦花和刮伤等现象。
金属贴牌工艺:是目前国际上最豪华高档的装饰标志,该产品一般可选用不能金属材质开模定制,样式及颜色多样化。金属贴片的应用有助于提升产品美观和产品档次,对打开市场和增加品牌意识有一定的重要意义,使产品具有十分独特的效果,同时给企业带来了增值的新机遇。
凹凸压印工艺:又称压凸纹工艺,是印刷品表面装饰加工中一种特殊的加工技术,它使用凹凸模具,在一定的压力作用下,使表面基材发生塑性变形,从而对包装盒表面进行艺术加工。压印的各种凸状图文和花纹,显示出深浅不同的纹样,具有明显的浮雕感,增强了印刷品的立体感和艺术感染力。
丝印工艺:是皮盒广泛使用的一种工艺。丝印的原理是:印版在丝印时,通过一定的压力使油墨通过孔版的孔眼转移到承印物上,形成图象或文字。丝印设备简单,操作方便,制版简易且成本低廉,适应性强。它不但可以平面上印,也可以曲面,球面及凹凸面的承印物上进行丝印。丝印墨层厚实,覆盖力强,质感丰富,了解丝印的特点及优势,在选择丝印方法上,就可以扬长避短,突出丝印的优势,以此达到更为理想的效果。

 电厂图书目录
电厂图书目录
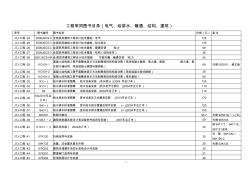 工程常用图书目录
工程常用图书目录