最近,中国科学院金属研究所塑性加工先进技术课题组在铝合金板材高应变率冲击液压成形技术与装备方面取得系列进展,有望推动和提升我国航空钣金制造业发展水平。
航空航天装备中,钣金类零件占总零部件数量、制造工作量占全机工作量均在20%以上。针对目前航空领域对钣金零件的轻量化及整体化发展的迫切需求,具有凸台、加强筋和小圆角等小特征结构的铝、镁、钛轻质合金复杂异型薄壁钣金零件的制造已成为推动大型飞机水平提升亟待解决的重要问题。航空用高强铝、镁、钛等轻质合金塑性差,成形过程中容易起皱和开裂。我国一直沿袭前苏联的落锤成形技术,落锤成形需通过模具压制与人工结合,通过锤击、垫橡胶等方式进行多道次压制和人工辅助加工成形,以消除起皱并通过人工手动工序控制材料流动以防止破裂发生,要求操作者具有丰富的加工经验和技术技巧。落锤成形由于是刚性模成形,成形零件会有划痕等缺陷,成品率不高,零件精度及一致性差,材料利用率低,模具寿命较低,劳动条件和安全性差。
针对上述复杂航空钣金零件制造过程中的问题及我国大飞机行业的发展需求,金属所塑性加工先进技术团队博士生马彦、副研究员徐勇及研究员张士宏等人与沈飞、成飞和河南兴迪公司合作,通过将充液拉深成形技术与高速冲击成形技术相结合,提出了一种新型冲击液压成形技术。
课题组完成了从理论分析、设备研制到工艺验证的全链条研究。通过霍普金森拉杆实验研究发现,5A06铝合金单向拉伸试件在高应变速率条件下(2.7×103s-1)的延伸率相比于准静态条件增加了40%。课题组自行设计了一台板材冲击液压成形极限试验装置,发现5A06铝合金板件的冲击液压成形极限相比于准静态液压成形极限得到了大幅提高。通过自行设计的冲击液压成形物理模拟实验装置,对冲击液压成形的冲击传载特性及设备关键工艺参数进行了理论和实验研究。研究发现,该工艺同样适用于铝合金、铝锂合金、镁合金、钛合金等。
基于以上研究,课题组自主研发了新型冲击液压成形专用设备。该设备采用液压蓄能器组合结构实现了大质量冲击体的高能高速驱动及控制,是该设备的核心专利技术。由于采用了液体这一柔性成形介质,成形零件具有良好的表面质量。通过室温高应变率成形,无需热处理即可提高材料在室温条件下的塑性。设备的最大冲击能量200kJ,最高冲击速度80m/s,具有适合于工业化应用的自动操作模式。该设备最大可用于500mm×500mm×3mm的铝、镁、钛等低塑性合金的板材成形,也可用于需要同等成形能量的管材成形、汽车板件成形、板材与管材的冲孔等工序。
课题组已经通过冲击液压成形技术成功实现了航空复杂薄壁口框零件的成形。该技术制造的口框零件具有更均匀的壁厚减薄率,更好的小圆角填充能力,并且能够有效地抑制回弹。与现有落锤生产技术相比,该技术将传统8道次以上的人工辅助制造过程改变为2道次的自动化生产过程,无需中间工艺热处理,提高了400%的生产效率。
课题组还与白俄罗斯科学院和罗马尼亚克卢日-纳波利技术大学进行合作,研制成功一台全新原理的、世界上第一台可以用于生产的冲击液压成形设备。
相关研究成果于近日在线发表在国际机械工程组织(The International Academy for Production Engineering,简称CIRP)的会刊CIRP Annals—Manufacturing Technology(DOI:10.1016@j.cirp.2018.04.024)上,并应邀在8月份东京举办的国际CIRP学术年会上作报告。
该研究得到了中科院国际合作局、沈阳市科技局等重点研发项目的支持。

图1(a)霍普金森拉杆实验装置;(b)5A06高应变速率应力应变曲线;(c)高应变速率拉伸和准静态拉伸延伸率对比

图2 (a)5A06高应变速率板成形极限测试原理及实验装置;(b)冲击液压成形极限曲线和准静态液压成形极限曲线

图3 (a)冲击液压成形物理模拟实验装置;(b)冲击液压成形设备原理图
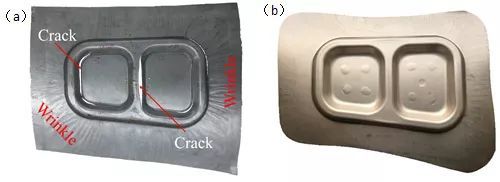
图4 5A06铝合金复杂薄壁口框零件(a)落压成形;(b)冲击液压成形

图5 冲击液压成形的2B06飞机板件,2道次,无中间热处理,无人工,冲孔成形同模具一次完成
来源:中国科学院金属研究所

 特力板材液压成形压机
特力板材液压成形压机