选择特殊符号
选择搜索类型
请输入搜索

适用于18,26,30,50,80,100等O、D、U型护栏管堵头的 封口焊接, 不需胶水粘接,达到水密程度且具有外形美观、操作简便、生产效率高、不良率低等特点。
操作员将灯管放入工装夹具,按下启动按钮,2个压紧气缸下降使工件定位于超声波模腔内,随即超声波焊头动作引发超声波,由焊头对工件进行熔接、焊接完毕气缸带动上模复位,压紧气缸上升,操作员将工件取出完成一次操作。
由超声波发生器产生15KHZ的高压、高频电信号,通过换能器的压电逆效应转换成同频率的机械振荡,塑料护栏管封口机,LED护栏管焊接机,护栏灯管焊接设备,护栏管两头封焊机并以音频纵波的形式作用于塑料制品工件上,通过工件表面及内在分子间的磨擦而使传递到接口的温度升高,当温度达到工件本身的熔点时,工件接口迅速熔化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,达成完美的焊接。
适用于塑料制品的焊接,按其输出功率分为900W塑料焊接机、 2600W塑料焊接机、 3200W塑料焊接机、 4200W塑料焊接机、5600W塑料焊接机等。
适用于18,26,30,50,80,100等O、D、U型护栏管堵头的封口焊接, 不需胶水粘接,达到水密程度且具有外形美观、操作简便、生产效率高、不良率低等特点。
由超声波发生器产生15KHZ的高压、高频电信号,通过换能器的压电逆效应转换成同频率的机械振荡,塑料护栏管封口机,LED护栏管焊接机,护栏灯管焊接设备,护栏管两头封焊机并以音频纵波的形式作用于塑料制品工件上,通过工件表面及内在分子间的磨擦而使传递到接口的温度升高,当温度达到工件本身的熔点时,工件接口迅速熔化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,达成完美的焊接。
适用于塑料制品的焊接,按其输出功率分为900W塑料焊接机、2600W塑料焊接机、3200W塑料焊接机、4200W塑料焊接机、5600W塑料焊接机等。
适用于塑料制品的焊接,按其输出功率分为900W塑料焊接机、2600W塑料焊接机、3200W塑料焊接机、4200W塑料焊接机、5600W塑料焊接机等。
操作员将灯管放入工装夹具,按下启动按钮,2个压紧气缸下降使工件定位于超声波模腔内,随即超声波焊头动作引发超声波,由焊头对工件进行熔接、焊接完毕气缸带动上模复位,压紧气缸上升,操作员将工件取出完成一次操作。
1.焊接机视频
2.超声波焊接机视频
3.超声波焊接机视频2
这个有点难度,首先要看看你的电源的功率是否足够。
超声波焊接机型号可分为A型、B型、M型及D型四大类。 A型:是以波形来显示组织特征的方法,主要用于测量器官的径线,以判定其大小。可用来鉴别病变组织的一些物理特性,如实质性、液体或是气体是否存在等...
焊接机按材料主要分为:塑料焊接机和金属焊接机两种。
应用到的技术主要有:超声波、高周波、等离子、电热式、旋转式等。
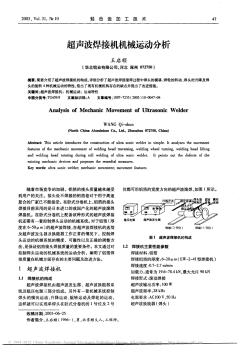
太阳能电池全自动焊接机(如图1所示)可以按照设定要求对电池片正反面同时自动连续焊接,组成电池串。焊接时焊带自动送料,自动切断,焊接完成后电池串自动收料。焊接方式有红外线灯焊接方式和高频电磁感应焊接方式。
全自动串焊接机和全自动单片焊接机与手工焊接相比具有如下优势:
①焊接速度快,质量一致性好,表面美观,没有手工焊接的焊锡不均匀现象。设备焊接可以避免人工焊接时的各种人为因素的影响,比如操作工熟练程度的影响、身体状况的影响、情绪的影等,从而保证焊接的一致性、可靠性。
②可减少操作人员及检验人员的数量,降低管理难度及产品成本。现在人工成本逐年增加,每年的招工是最令老板头疼的事情,自动焊接机能大量减少雇佣人员。
③串焊机的焊接可靠性要远大于人工焊接。焊接不良是导致组件提前失效的重要原因。太阳能光伏组件的设计寿命为25年,而组件通常都安装在户外,每天要承受30℃左右的温度变化,加上季节更替,温度的变化更大。由于焊带基材为纯铜,铜的膨胀系数约为硅(电池片)的六倍,这种差异就意味着:只要有温度的变化,焊带与电池片焊接处就会受力。因此,不良的焊接会导致组件功率降低,严重时会导致组件失效。人工焊接导致不良焊接的原因有很多,比如焊台的温度、助焊剂的涂布、电烙铁的温度、人员的熟练程度等,有些方面是可以通过有效的管理来解决的,而有些情况是无法完全控制的,对于人工焊接过程中影响焊接可靠性的因素,全自动串焊机均能得到良好的解决。
激光焊接加工精度高,生产速度快,表面光洁度好,外形美观大方。因此被更多的应用到眼镜、五金电子、首饰、卫浴厨具等精密焊接行业。
其加工流程是将具有优异的方向性、高亮度、高强度、高单色性、高相干性等特点的激光束辐射至加工工件表面区域内,激光束经过光学系统聚焦后,其激光焦点的功率密度为104-107W/cm2,通过激光与被焊物的相互作用,在极短的时间内使被焊处形成一个能高度集中的热源区,热能使被焊物区域熔化后冷却结晶形成牢固的焊点和焊缝。
根据所用激光器及其工作方式的不同,常用的焊接方式有两种,一种是脉冲激光焊,主要用于单点固定连续和簿件材料的焊接,焊接时形成一个个圆形焊点;另一种为连续激光焊,主要用于大厚件的焊接和切割,焊接过程中形成一条连续焊缝。
在焊接过程中,光束焦点位置是最关键的控制工艺参数之一,在一定激光功率和焊接速度下,只有焦点处于最佳位置范围内才能获得最大熔深和好的焊缝形状。
采用激光焊接加工具有以下优点:1)激光束具有极高的功率密度,导致焊接速度快,变形小,可焊接钛、石英等难以焊接的材料;2)光束易于传输和控制,无需更换焊炬、喷嘴等,减少停机时间,提高了生产效率。3)冷却速度快,焊缝强度高,综合性能好。
焊接机按材料主要分为:塑料焊接机和金属焊接机两种。应用到的技术主要有:超声波、高周波、等离子、电热式、旋转式等。
其中塑料焊接机用于焊接聚乙烯、聚丙乙烯、聚丙烯、尼龙等热塑性工程塑料板材或制品。作业时,塑料焊条被熔融喷出,并使被焊接工件与之融合而粘结。在塑料设备的焊接和维修、塑料地板敷设、塑料管道连接、塑料瓶封口等作业中应用相当广泛。
金属焊接机主要是对金属材料进行焊接。
焊接就是运用各种可熔的合金(焊锡)联接金属部件的进程。焊锡的熔点比被焊材料的低,这样部件就会在不被熔化的情况下,通过其表面发生分子间的联络结束焊接。
焊接可以分为软焊接和硬焊接,软焊接温度低于450℃,硬焊接高于450℃。硬焊接通常用于银、金、钢、铜等金属,其焊接点比软焊接强健得多,抗剪强度为软焊接的20~30 倍。以上两种热联接通常均运用焊接这一术语,因为两例中均为将熔融的焊锡写入到两个待装置的清洁且挨近的固体金属表面的细长缝隙中。
焊接保证了金属的连续性。一方面,两种金属相互之间通过螺栓联接或物理附着联络在一起,表现为一个强健的金属整体,但这种联接是不连续的,有时金属的表面如果有氧化物绝缘膜,则它们甚至对错物理接触的。机械联接与焊接比拟的另一个缺陷是接触面继续发生氧化作用而致使电阻的添加。另外,颤动和其他机械冲击也可以使接头松动。焊接则消除了这些难题,焊接部位不发生相对移动,接触面不会氧化,连续的导电方法得以坚持。焊接是两种金属间的融合进程,焊锡在熔融状态下,将溶解有些与之相接触的金属,而被焊接的金属表面则常常有一薄层焊锡不能溶解的氧化膜,助焊剂就是用来去掉这层氧化膜的。焊接进程通常包括:
1)助焊剂的熔化,进而去掉被焊金属表面的氧化膜;
2)熔化焊锡使悬浮于其间的不纯真物质及较轻的助焊剂浮到表面;
3) 有些地溶解一些与焊锡相联接的金属;
4) 冷却并结束金属与焊锡的熔融。
常常为了定位电路功用出现的难题,需求将元器件从印制电路板上取下来进行必要的测量,这一修补进程通常包括:
1 )格外元器件的拆开;
2) 元器件的检验;
3) 有缺陷元器件的交流;
4) 检验检查电路功用。
摘取和交流电子元器件这一操作中,就需求实施焊接进程。
太空、国防、医疗电子、交通操控系统、通讯系统以及监督与操控系统设备的可靠、成功的运行都依赖于出色的焊接。在严格和敌视的环境条件下,
例如温度的改动、湿润、振动等,甚至一个不良的焊接点就可以致使系统有些或全部的失控。设备中有不可胜数的焊接点,这些焊接点的可靠程度甚至应当比设备本身更高。有关这方面的研讨现已致使了材料及其性质的知识的添加,在可以的焊接工艺上取得了许多展开。焊接技术是一门伴随技术,跟着电子工业的展开,肯定不断地发生更多的有用封装技术以及更小的元器件,焊接技术也将不断地展开来满足电子工业和环境议题改动的需求。这就是为什么如今关于作业在电子工业领域的科技教授来说焊接变得越来越专业的缘由。
焊接就是运用各种可熔的合金(焊锡)联接金属部件的进程。焊锡的熔点比被焊材料的低,这样部件就会在不被熔化的情况下,通过其表面发生分子间的联络结束焊接。
焊接可以分为软焊接和硬焊接,软焊接温度低于450℃,硬焊接高于450℃。硬焊接通常用于银、金、钢、铜等金属,其焊接点比软焊接强健得多,抗剪强度为软焊接的20 - 30 倍。以上两种热联接通常均运用焊接这一术语,因为两例中均为将熔融的焊锡写入到两个待装置的清洁且挨近的固体金属表面的细长缝隙中。
焊接保证了金属的连续性。一方面,两种金属相互之间通过螺栓联接或物理附着联络在一起,表现为一个强健的金属整体,但这种联接是不连续的,有时金属的表面如果有氧化物绝缘膜,则它们甚至对错物理接触的。机械联接与焊接比拟的另一个缺陷是接触面继续发生氧化作用而致使电阻的添加。另外,颤动和其他机械冲击也可以使接头松动。焊接则消除了这些难题,焊接部位不发生相对移动,接触面不会氧化,连续的导电方法得以坚持。焊接是两种金属间的融合进程,焊锡在熔融状态下,将溶解有些与之相接触的金属,而被焊接的金属表面则常常有一薄层焊锡不能溶解的氧化膜,助焊剂就是用来去掉这层氧化膜的。焊接进程通常包括:
1 )助焊剂的熔化,进而去掉被焊金属表面的氧化膜;
2) 熔化焊锡使悬浮于其间的不纯真物质及较轻的助焊剂浮到表面;
3) 有些地溶解一些与焊锡相联接的金属;
4) 冷却并结束金属与焊锡的熔融。
常常为了定位电路功用出现的难题,需求将元器件从印制电路板上取下来进行必要的测量,这一修补进程通常包括:
1 )格外元器件的拆开;
2) 元器件的检验;
3) 有缺陷元器件的交流;
4) 检验检查电路功用。
摘取和交流电子元器件这一操作中,就需求实施焊接进程。
太空、国防、医疗电子、交通操控系统、通讯系统以及监督与操控系统设备的可靠、成功的运行都依赖于出色的焊接。在严格和敌视的环境条件下,
例如温度的改动、湿润、振动等,甚至一个不良的焊接点就可以致使系统有些或全部的失控。设备中有不可胜数的焊接点,这些焊接点的可靠程度甚至应当比设备本身更高。有关这方面的研讨现已致使了材料及其性质的知识的添加,在可以的焊接工艺上取得了许多展开。焊接技术是一门伴随技术,跟着电子工业的展开,肯定不断地发生更多的有用封装技术以及更小的元器件,焊接技术也将不断地展开来满足电子工业和环境议题改动的需求。这就是为什么如今关于作业在电子工业领域的科技教授来说焊接变得越来越专业的缘由。
激光焊接机是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,激光焊接主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。
属于熔融焊接,以激光束为能源,冲击在焊件接头上。
激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。
激光焊接机属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。
激光焊可以与MIG焊组成激光MIG复合焊,实现大熔深焊接,同时热输入量比MIG焊大为减小。
(1)可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低。
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用。
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至最低。
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。
(5)工件可放置在封闭的空间(经抽真空或内部气体环境在控制下)。
(6)激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件。
(7)可焊材质种类范围大,亦可相互接合各种异质材料。
(8)易于以自动化进行高速焊接,亦可以数位或电脑控制。
(9)焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰。
(10)不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件。
(11)可焊接不同物性(如不同电阻)的两种金属。
(12)不需真空,亦不需做X射线防护。
(13)若以穿孔式焊接,焊道深一宽比可达10:1。
(14)可以切换装置将激光束传送至多个工作站。
(1)焊件位置需非常精确,务必在激光束的聚焦范围内。
(2)焊件需使用夹治具时,必须确保焊件的最终位置需与激光束将冲击的焊点对准。
(3)最大可焊厚度受到限制渗透厚度远超过19mm的工件,生产线上不适合使用激光焊接机。
(4)高反射性及高导热性材料如铝、铜及其合金等,焊接性会受激光所改变。
(5)当进行中能量至高能量的激光束焊接时,需使用等离子控制器将熔池周围的离子化气体驱除,以确保焊道的再出现。
(6)能量转换效率太低,通常低于10%。
(7)焊道快速凝固,可能有气孔及脆化的顾虑。
(8)设备昂贵。
激光焊接机是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,激光焊接主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。
属于熔融焊接,以激光束为能源,冲击在焊件接头上。
激光束可由平面光学元件(如镜子)导引,随后再以反射聚焦元件或镜片将光束投射在焊缝上。
激光焊接机属非接触式焊接,作业过程不需加压,但需使用惰性气体以防熔池氧化,填料金属偶有使用。
激光焊可以与MIG焊组成激光MIG复合焊,实现大熔深焊接,同时热输入量比MIG焊大为减小。
(1)可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低。
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用。
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至最低。
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。
(5)工件可放置在封闭的空间(经抽真空或内部气体环境在控制下)。
(6)激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件。
(7)可焊材质种类范围大,亦可相互接合各种异质材料。
(8)易于以自动化进行高速焊接,亦可以数位或电脑控制。
(9)焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰。
(10)不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件。
(11)可焊接不同物性(如不同电阻)的两种金属。
(12)不需真空,亦不需做X射线防护。
(13)若以穿孔式焊接,焊道深一宽比可达10:1。
(14)可以切换装置将激光束传送至多个工作站。
(1)焊件位置需非常精确,务必在激光束的聚焦范围内。
(2)焊件需使用夹治具时,必须确保焊件的最终位置需与激光束将冲击的焊点对准。
(3)最大可焊厚度受到限制渗透厚度远超过19mm的工件,生产线上不适合使用激光焊接机。
(4)高反射性及高导热性材料如铝、铜及其合金等,焊接性会受激光所改变。
(5)当进行中能量至高能量的激光束焊接时,需使用等离子控制器将熔池周围的离子化气体驱除,以确保焊道的再出现。
(6)能量转换效率太低,通常低于10%。
(7)焊道快速凝固,可能有气孔及脆化的顾虑。
(8)设备昂贵。
多点局部、无铅焊接的后期工程
对应小螺距插头的焊丝慢送功能
提高操作性能和热效率的待机功能

 超声波焊接机机械运动分析
超声波焊接机机械运动分析
超声波焊接机机械运动分析
超声波焊接机机械运动分析
 超声波焊接机操作指导书
超声波焊接机操作指导书
超声波焊接机操作指导书
版本号 页 码 执行日期 批准 日期 (受控文件专用章) 修改人 批准人版本号 修改号 修改内容概要 (或原因) 生效日期 A-0 0 首次发行 超声波焊接机操作指引 编写 审核 修 改 记 录 珠海市鹏辉电池有限公司 A-0 共1页第0页 文件编号 QS-W7-0 超声波焊接机操作指引 版本号 页 码 执行日期 7.4本机焊头网纹面使用寿命(在保持不退火状态下)一般为 10万次,当达到使用寿命或网纹磨 损时,可由机修进行修复后再使用; 8.0相关文件:《超声波点焊机使用说明书》。 7.0日常维护及注意事项: 7.1保持点焊机及其工作台清洁卫生; 7.2保持点焊头干净清洁,作业时网纹中不可夹杂其它硬物,尤其铁钉类,以免损伤机器或影响 焊接效果; 7.3长期焊接铝材会带来上下焊头的吸附,清定期视焊面情况用铜丝刷按焊头面网纹方向轻
超声波焊接机器有以下几类:手提式点焊机、900W精巧型超声波塑胶焊接机、20K电脑方立柱超声波焊接机、15K电脑圆立柱超声波焊接机、2600W-3200W焊接机、4200W-5600W焊接机、28K精巧型超声波点焊机、35K焊接机、40K焊接机,非标系列:超声波中空板焊接机、超声波护栏管焊接机、双头超声波焊接机、四头超声波焊接机、六头超声波焊接机。
超声波焊接机器有以下几类:手提式点焊机、900W精巧型超声波塑胶焊接机、20K电脑方立柱超声波焊接机、15K电脑圆立柱超声波焊接机、2600W-3200W焊接机、4200W-5600W焊接机、28K精巧型超声波点焊机、35K焊接机、40K焊接机,非标系列:超声波中空板焊接机、超声波护栏管焊接机、双头超声波焊接机、四头超声波焊接机、六头超声波焊接机。
XY-四头并联超音波焊接机,欣宇专业生产制造超音波焊接机,超音波焊接机,超音波熔接机,超音波熔接机。四头超音波焊接机主要用于汽车油壶焊接,汽车油杯焊接,汽车仪表焊接,汽车仪表板焊接,汽车仪表盘焊接,汽车仪表台焊接,汽车发动机盖焊接,汽车车灯.,汽车天窗焊接,开灯小窗口播放焊接,汽车仪表盘焊接,仪表盘焊接机,汽车码表盘焊接,汽车仪表盘焊接等。四头 联超音波塑料焊接机由超声波发生器产生15KHZ的高压、高频电信号,通过换能器的压电逆效应转换成同频率的机械振荡,并以音频纵波的形式作用于塑料制品工件上。
部分重要操作说明:
1.打开电源开关进入主界面在默认情况下全部机器处在自动状态。此时按操作按钮可正常操作机器
2.在主界面下若要设定每台超声波焊接机机器的参数和工作状态可按人机界面的指定功能键,壹号机F1键。贰号机F2键。叁号机F3键。肆号机F4键。
3.主界面的手动状态F6键和自动状态的F5键是切换四台超声波机的工作状态,机器处在什么状态请看F5,F6功能键后面的状态指示灯。
4.计数器是对生产产器的数量进行计数,只有四台机器全部在自动状态下同时工作才会进行计数,每工作一次计数一次。F7键是对计数器进行清零。
5.人机界面的向上三角键在正常情况下是画面翻转用,按下此键回到主界面,在设定参数时每按一次参数加一。
6.人机界面的向下三角键在正常情况下是画面翻转用,按下此键向下翻转界面,在设定参数时每按一次参数减一。
7.进入每一台对应的超声波机器后设定每台对应机器的参数和工作状态,若要设定每台机器的参数请按功能键SET键进行选择,此时可用数字键直接输入所要设定的参数,也可用上下三角键进行加减来设定。设定完后按ENT键进行确认。
8.进入对应的机器参数设定画面后,F1键是音波测试键,是对对应的超声波机器进行音波测试用,F2。F3键是切换工作状态用,工作状态请参照F2,F3键后面的工作指示灯
9.进入对应的机器参数设定画面后,F4键是机头下降,F5键是机头上升,供调试对应的机器用。
10.进入对应的机器参数设定画面后,只有在手动状态下功能键F1,F4。


