超声波压纹机使用说明文献

 超声波液位计使用说明书
超声波液位计使用说明书
超声波液位计使用说明书
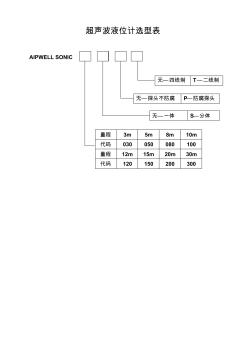
超声波液位计选型表 AIPWELL SONIC 无—四线制 T—二线制 无—探头不防腐 P—防腐探头 无—一体 S—分体 量程 3m 5m 8m 10m 代码 030 050 080 100 量程 12m 15m 20m 30m 代码 120 150 200 300 超声波液物位计 A IPWEL L s on ic 1 1. 工作原理 探头部分发射出超声波,然后被液面反射,探头部分 再接收,探头到液 (物 )面的距离和超声波经过的时间成比例 : h b = ct 2 即 距离 [m] = 时间×声速 /2 [m] 声速的温度补偿公式 : 环境声速 = 331.5 + 0.6 ×温度 2. 现场条件 1) 环境温度 : -20 ~ +60℃ 2) 表壳保护等级 : IP65 适用于户外安装 3) 适用测量的介质 : 适用于大部分液体及粉状颗粒状固体,弱酸,弱碱
 分体超声波液位计使用说明书
分体超声波液位计使用说明书
分体超声波液位计使用说明书
注意: 控制器直接暴露在阳光下,其运行温度可能会超过其指定的限制温度,并减少显 示器的能见度。建议:在阳光直射的场合,采用遮阳罩,避免仪器显示屏受到阳光直射, 否则会减低仪器的使用寿命 温馨提示:安装调试前,请仔细阅读用户手册! ! YI2000 型 用户手册 量 程: 0.5-5 米 额 定 电 压: AC220V 分体超声波液位计 目 录 1 概述⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .3 2 技术指标及选型代码 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4 3 仪器安装 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .5 3.1 支架安装和法兰尺寸 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 5 3.2 仪表安装方式 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 6 3.3 仪表安装原则 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 6 3.4