超微型气吹光缆及气吹敷缆工艺权利要求文献

 气吹微型光缆
气吹微型光缆
气吹微型光缆
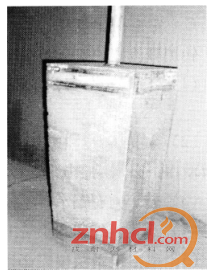
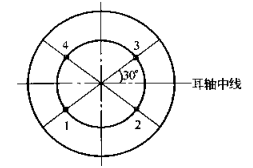
光通信导论报告 报告题目 气吹微型光缆 学 院 研究方向 姓 名 学 号 2014/11/16 气吹微型光缆 在今年九月二十七号这天,我去参观了 2014 年中国国际信息通信展览会。 参展商家很多,产品也很丰富。但是江苏亨通光电股份有限公司生产的气吹微型 光缆深深的吸引了我。 在参展结束后, 我查了一些关于此光缆的资料, 下面我将 详细介绍一下有关此光缆的情况。 1 微缆 当前,国内外被广泛使用的光缆, 其结构基本上是沿用原铜导线电缆的结构 形式。如图 1所示,光缆中间采用金属加强件,使光缆更加可靠、稳定、牢固。 光纤虽然非常纤细, 但光缆的直径和重量仍类似于小对数铜线电缆。 现在,开始 使用一种全新结构的微型光缆, 是与光纤的轻软、 纤细等特点完全一致, 是真正 意义上的光缆。如图 2所示,它不含有金属金属加强件,而且外径很细形同原子 笔芯。这种光缆采用气吹敷设技术, 使施工方法更趋
 气吹微型光缆概述
气吹微型光缆概述
气吹微型光缆概述
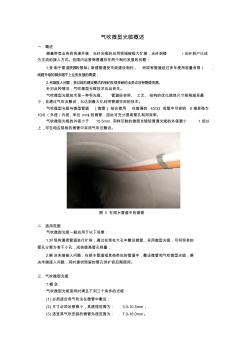
气吹微型光缆概述 一.概述 随着带宽业务的快速开展,光纤光缆的应用领域被极大扩展,光纤到楼 / 光纤到户已成 为主流的接入方式。但国内运营商普遍存在两个制约发展的问题: 1.受制于管道资源的限制(新建管道受市政建设制约, 而现有管道经过多年使用容量有限) , 线路升级的脚步跟不上业务发展的需要; 2.末端接入问题,受以前的建设模式的制约在很多新的业务点没有管道资源。 针对此种情况,气吹微型光缆技术应运而生。 气吹微型光缆技术是一种将光缆、 管道经材料、 工艺、结构的优化使其尺寸规格减至最 小,且通过气吹法敷设,以达到最大化利用管道空间的技术。 气吹微型光缆与微型管道 (微管) 结合使用, 在普通的 40/33 母管中可容纳 5 根规格为 10/8 (外径 / 内径 , 单位 mm)的微管,因此可充分提高管孔利用效率。 气吹微型光缆的外径小于 10.5mm,同样芯数的微型光缆较普通光缆的外径