冲压加工质量控制与故障检修文献

 冲压质量控制计划
冲压质量控制计划
冲压质量控制计划
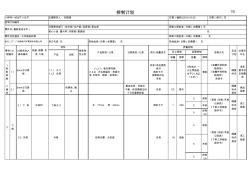
控制计划 1/5 容量 频率 容量 频率 1 进 料 检 验 1.1 5mm/ST37冷 板 1.1.1 尺寸 1.1.2 外观 (1.2.1) 参见零件图 (1.2.2) 无毛刺裂纹;表面光 洁,无变形,锈班;色泽统一 目测/供应商质 保书 游标卡尺 投影测试仪 目测 GB2828 一 次正常抽检 水平3(AQL =0.65) 每批 隔离 标识 退货 要求供 应商整 改 2 储 存 2.1 5mm/ST37冷 板 防锈蚀 ,氧 化 离地存放,存放区 干燥;存放期超过6 个月后重新检验 目测 1次 每天 隔离 标识 报告 挑选 报废 5 首检 5 末检 5 巡检 /2h 5 首检 5 末检 5 巡检 /2h 零件/过 程编号 长:77mm 宽:20mm 过程名称/ 操作编号 特殊特 性分类 产品规范 /公差 产品 3.1 下 料 下料尺寸 日期 ( 修订): 无 无 顾客工程批
 20钢薄板质量对冷冲压加工性能的影响
20钢薄板质量对冷冲压加工性能的影响
20钢薄板质量对冷冲压加工性能的影响
本文以某厂生产的20钢薄板冷冲离合器底盘为例,选取其中的合格件和开裂件各一只进行检验。采用宏观断口分析和光学金相显微分析等方法,对冷冲压加工质量出现的差异,作了较为全面的分析和比较。结果表明:钢的化学成分,组织和非金属夹杂物缺陷等是影响冷冲性能的主要原因。
