斗齿工艺流程文献

 (工艺流程)镀锌板工艺流程
(工艺流程)镀锌板工艺流程
(工艺流程)镀锌板工艺流程
山东百斯特板业有限公司 , 公司按照“以智信达赢天下,创中国名牌企业,做交通设施 精品,树涂镀行业典范”的发展战略,为客户生产高质量,高强度的镀锌卷板!主要生产范 围厚度: 0.14-1.5mm 宽度 1250mm 以内的镀锌带钢和镀锌波浪瓦 , 材质 ST12-14、DC01-06、 SPCD、SPCC、SPCE等,定尺生产主要用于新型建材、钢塑型材、复合钢管、防火卷帘门、 彩涂基板料等。还拥有交通设施有限公司公司。是一家专业生产高速公路波形护栏的厂家。 主要产品有:护栏板,立柱 ,热镀锌静电喷涂防阻块,镀锌柱帽,热镀锌防阻块,热镀锌波 形梁护栏 +喷塑 +立柱 +喷塑 +镀锌等。可根据用户需求订做产品, 欢迎有志之士合作开发! 联 系人:任占东 电话:一三九零六三五五七三二 QQ:一九零一六六六八六 经营理念: 一、 超低的价格 我们要做的是尽快占有市场份额, 我们只有用最低的价格,
 (工艺流程)实木门工艺流程参考
(工艺流程)实木门工艺流程参考
(工艺流程)实木门工艺流程参考
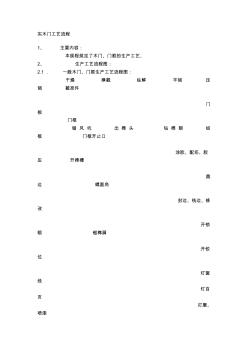
实木门工艺流程 1、 主要内容: 本规程规定了木门、门框的生产工艺、 2、 生产工艺流程图: 2.1. 一般木门、门框生产工艺流程图: 干燥 横截 纵解 平刨 压 刨 截准件 门 板 门框 锯 风 坑 出 榫 头 钻 榫 眼 组 框 门框开止口 涂胶、配坯、胶 压 开榫槽 裁 边 螺圆角 封边、铣边、修 改 开锁 眼 锯榫肩 开铰 位 钉窗 线 钉百 页 打磨、 喷漆 2.2. 当生产的木门,门框较特殊时,其工艺流程允许有所改动。 3、 各工序的加工工艺要求 3.1. 干 燥 3.1.1. 见《木材干燥工艺规程》( HL/T9.1.5 )。 3.2 横 截 3.2.1. 基本工艺和操作要求: 根据图纸的长度尺寸加上约 10MM的加工余量进行 锯切,同时,除去材料中不符合选材要求的缺陷部份 (如开裂、腐朽、死节等)。 截料应在材料长度方向长短搭配,做到长材不短用,从而提高木材利用率。 3.2