反重力铸造工艺流程
反重力铸造工艺包括浇注位置的选择、浇注系统的设计、冒口和冷铁的合理使用以及最佳工艺参数的确定等内容。
1、铸件的浇注位置及浇注系统
反重力铸造中,铸件凝固时主要通过浇口补缩。因此,确立浇注位置时,应使铸件的凝固顺序朝着浇口方向进行。通常,将铸件的薄壁位置置于远离浇口位置,让金属液从厚壁处引入。为使铸件厚壁位置的热分布合理,可采用分散浇口,直接利用内浇口进行补缩。
2、冒口和冷铁
冷铁常与冒口或浇注系统配合使用,以加强冒口或浇口的补缩,但也可单独使用,用来加快铸件局部热节处的冷却速度,保证铸件整体的顺序凝固。
3、反重力铸造工艺参数的确定
1) 升液管直径的确定 确定时,首先要考虑铸件重量预计充型时间和充型速度,然后确定对升液管的流量要求,再根据充型速度和流量要求计算升液管的直径;其次,从保证铸件的顺序凝固所要求的热平衡角度来考虑。升液管要便于压力传递,有利于补缩,金属液充型时,不产生紊流,清理和喷刷涂料方便。升液管的材料根据合金的种类及对铸件质量的要求确定,对于普通铝合金铸件,采用钢管或铸铁管即可;合金对含铁量要求比较高时,可采用钛合金或或陶瓷升液管。
2) 充型压力的确定 充型压力指金属液充满型腔所需要的压力,其大小与铸件的形状高度、坩埚形状、金属熔化量等有关。如果坩埚的形状、大小不变,熔化量已知,铸件浇注量核定准确,则可比较精确地计算出充型压力。然而,在砂型反重力铸造中,连续浇注几个不同的铸件时,充型压力的精确计算比较困难。为此,每次浇注之前,可测量坩埚内液面距离升液管口的实际高度近似计算充型压力。
3) 结晶压力的选择 结晶压力是为铸件结晶创建一个高压条件。金属在压力下结晶,使晶粒细化,组织致密。结晶压力越大,机械性能越高。但过高的结晶压力会给反重力设备带来困难,且铸件强度增加很少。压力过小,会降低反重力铸造的挤滤及塑性变形作用,不利于补缩和抑制金属液中气体的析出,铸件易产生疏和微观缩孔。选择结晶压力时,要考虑铸件结构、合金的结晶特性。铸件结构复杂时,选择较大的压力;合金结晶范围较宽时,选择较高的压力。
4) 升液、充型速度的确定 在升液管出口面积固定的情况下,充型速度取决于坩埚液面上的加压速度。加压速度分升液和充型两个阶段,金属液由坩埚液面上升到横浇道为升液,要求液流平稳、缓慢,以利于型腔中气体的排出,防止升液管出口处出现喷溅和翻滚,避免产生二次氧化夹渣。充型阶段的流速需根据铸件的壁厚大小、复杂程度和合金种类等因素确定。一般情况下,充型速度应当比升液速度略快,这样有利于补缩,减少二次夹渣的产生。
5) 保压时间 铸型内金属液在压力作用下保持到铸件完全凝固结束的时间为保压时间。保压时间大体上接近铸件凝固所需要的时间。若保压时间过短,金属没有完全凝固,未凝固的金属液通过升液管返回坩埚,铸件得不到充分补缩,甚至不能成形,造成铸件报废;保压时间过长,使浇口残留过长,清理困难,有时甚至会使升液管出口冻结,影响生产。保压时间的长短与铸件的壁厚、合金种类、铸型性质以及结晶凝固压力有关。铸件壁越厚、合金的结晶温度范围越宽,保压时间越长。砂型反重力铸造的保压时间比金属型的长。结晶凝固压力越大,保压时间越短。
6) 浇注温度 一般情况下,在保证金属液的充填和补缩能力的前提下,应尽可能使浇注温度低一些。反重力铸造其成型能力远高于重力铸造,所以,其浇注温度应比重力铸造低5-10°C。
反重力铸造特点
1)充型速度可控:反重力铸造一般用于生产有色合金铸件,铸件的成形能力和内部质量尤其是尺寸和壁厚对充型速度有比较严格的要求,充型速度可以通过计算机实现准确的控制。
2)成形性好、表面光洁:反重力铸造时,金属液是在压力下充填成形,在工艺参数选择合理的情况下,所获得的铸件轮廓清晰,对于薄壁件的生产,更是如此;反重力铸造时有压气体充塞于砂型空隙,且在金属液与砂型之间形成一层气相保护层,将两者隔开,可以减少金属液对铸型的热力及化学作用,可降低铸件的表面粗糙度。
3)铸件晶粒细、组织致密、机械性能高:金属液在压力下结晶凝固,初凝枝晶在压力的作用下会发生变形、破碎,而且冷却速度快,因而晶粒细小;同时,压力能提高补缩能力和抑制金属液中气体的析出,使疏松和微观气孔大为减少。所以,铸件的机械性能得到明显的改善。
4)可实现可控气氛下浇注:反重力铸造时,可对上室、下室或者上下室的气氛进行控制。利用反重力铸造浇注铝合合铸件时,使用除油干燥的压缩空气即可,但对于镁合金,必须注意金属液和铸型的环境气氛,因为镁合金在空气中会发生燃烧。可控气氛的使用应根据铸件质量的要求及铸件的轮廓尺寸等因素决定。
5)提高了金属的利用率:反重力铸造时,铸件凝固收缩可以不断地得到来自内浇口金属液的补缩;加之压力的挤滤和塑性变形的作用,强化了冒口的补缩效果,冒口尺寸可相应减小甚至不需要。
6)铸件可进行热处理:与压力铸造相比,利用反重力铸造方法生产铸件时,充型速度较慢,液面平稳,型内气体可以顺利排出,所以,铸件内部的气孔很少、甚至没有,故可像重力铸造成形的铸件一样进行热处理。2100433B

 电控柴油喷射用电磁控制旁通阀的研究
电控柴油喷射用电磁控制旁通阀的研究
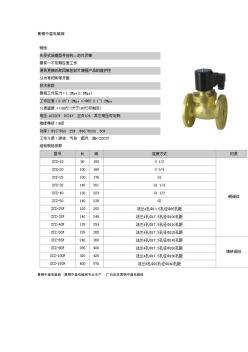 黄铜中温电磁阀,中温电磁阀,拜顿中温电磁阀,黄铜中温电磁阀厂家,黄铜中温电磁阀销售,电磁阀认购,拜顿电磁阀
黄铜中温电磁阀,中温电磁阀,拜顿中温电磁阀,黄铜中温电磁阀厂家,黄铜中温电磁阀销售,电磁阀认购,拜顿电磁阀